解説メリヤス④ 靴下と軍足など
原典 P140-P141
 ※本書は手書き古書のため、印刷かすれ乱丁などにより正確に汲み取れていない箇所が複数ございます。原典をご確認ください。
※本書は手書き古書のため、印刷かすれ乱丁などにより正確に汲み取れていない箇所が複数ございます。原典をご確認ください。
編成論(靴下および軍足)
第二十五章 靴下概論
靴下とは、足部に履くメリヤス製品であり、その用途に応じて以下のように分類される。
- 男性用靴下 (Men’s hose)
- 短靴下 (Half hose)
- 女性用靴下 (Ladies hose)
- 子供用靴下 (Children’s hose)
- ゴルフ用靴下 (Golf hose)
- オペラ用靴下 (Opera hose)
ゴルフ用靴下は、自転車や散歩用のものと同様に、上部に模様が編まれ、折り返し部分を持ち、膝下まで着用される。
短靴下は男性用の短靴下で、通常、上部にゴム編み部(Rib top)があり、短い脚部を形成する。
オペラ用靴下は最も長いもので、脚全体にわたる長さを持つ。
女性用長靴下は一般的にストッキング(Stocking)と呼ばれ、膝上に達する長さで、上部に折り返し部分があり、織物の代わりにコルセット・バンドで吊るすか、ガーター・バンドで使用される。
原典 P142-P143
靴下と呼ばれる製品の中で、特に男性用の短靴下は学生用に使用されることが多く、形状は通常の男性用靴下より短く、脚部もさらに短く作られていることが多い。俗に連結靴下とも呼ばれることがある。
弾性長靴下は、特定の部位に弾力性のある糸を編み込むことで補強と止めゴムの役目を果たしている。
靴下を製造工程に基づいて分類すると、次のように分けられる。
- 縫い目なし靴下 (Seamless hosiery)
- 成形靴下 (Wrought hosiery)
- 靴下 (Cut hosiery)
縫い目なし靴下は針を使用したもので、非常に大衆的な需要がある。一般的に使用される男性用短靴下、女性用長靴下、ソクレット、早足などはすべてこの部類に含まれる。
成形靴下は、横編み機(Flat machine)やコットン・パデント・ロータリー・フレームを使用して足部および脚部を展開し、平面的に脚の寸法に合わせて幅を増減させ、後に縫製または他の加工を施したものである。
切断靴下は、メリヤス生地を用い、足部および脚部を展開し、形に裁断してから縫製により靴下として仕上げたものである。
軍足と呼ばれるものは、一般に杓子形靴下として知られ、男性用短靴下で、主に学生用として使用されることが多い。足部と脚部の境界がなく、一つの筒状に作られ、跳部で少しの成形が施されているため、どちらの方向にも着用できる。
第二十六章 長靴下編機 (一般にK式編機と呼ばれる)
第100図 長靴下編機 Model K
原典 P144-P145
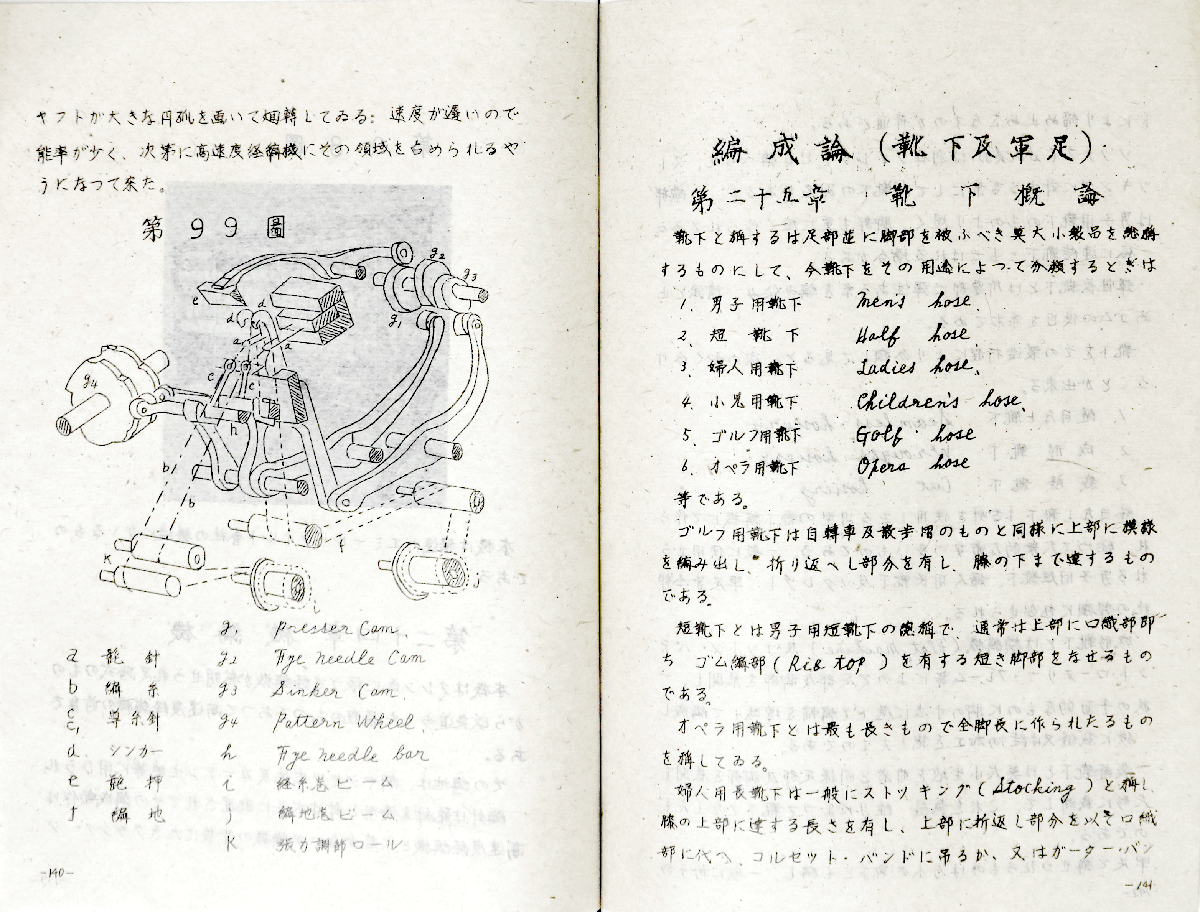
図は、自動式の長靴編機で、編針は舌針を使い、針筒が垂直に配置され、針の運動によって針筒が転がり、編成が行われるものを示している。
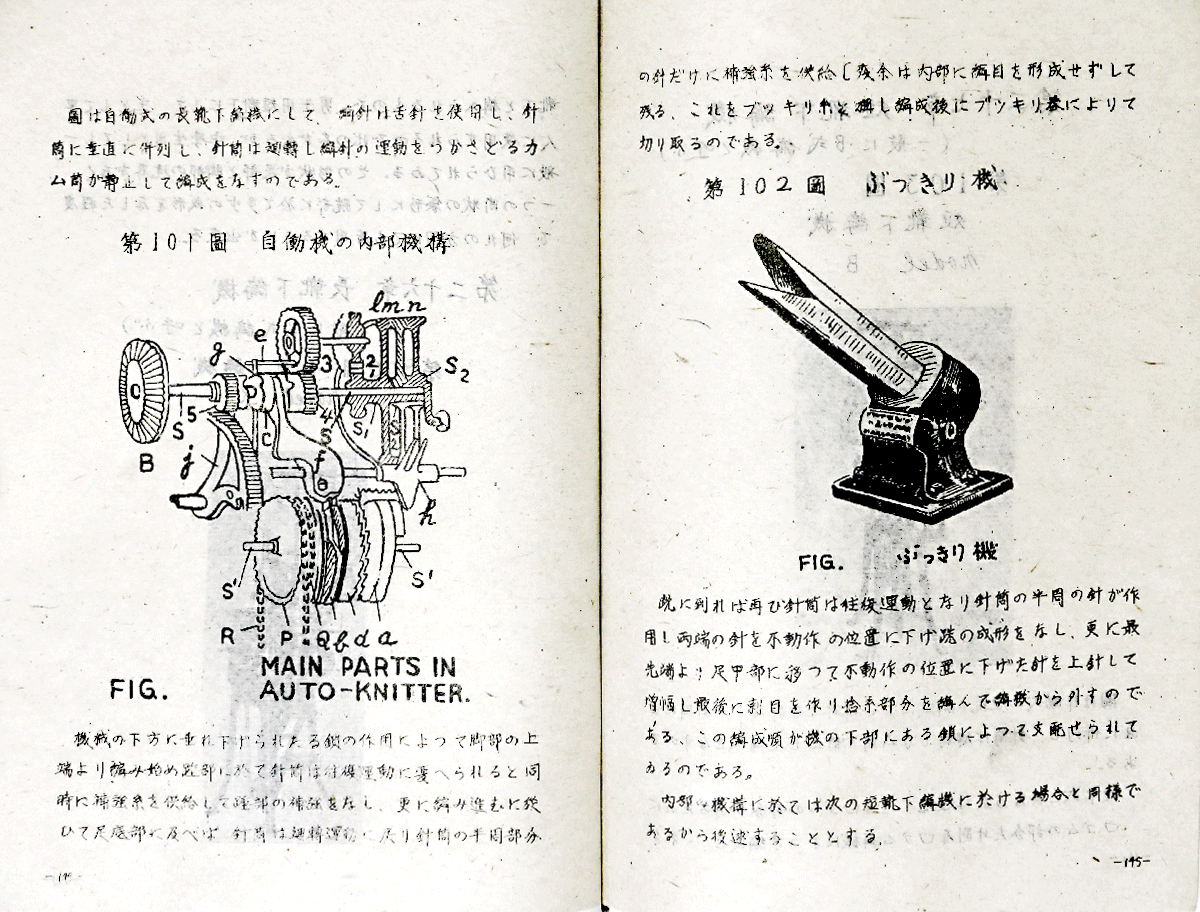
第101図 自動機の内部機構
Fig. MAIN PARTS IN AUTO-KNITTER
機械の下方に垂れ下げられた鎖によって脚部の上端から編み始め、距部で射筒が往復運動を行い、同時に補強系を供給して踵部の補強を行う。編み進むと、足底部に達した時点で針は転運動に戻り、針筒の半周部分の針だけに補強系を供給する。残りは内部で目を形成せず、最後にプッキリで切り取られる。
第102図 ぶっきり機
Fig. ぶっきり機
既に到達した場合、針筒は再び往復運動となり、針筒の半周の針が作動し、両端の針を不動作の位置に下げて成形を行う。その後、最先端から中部に移動し、不動作の位置に下げた針を上針して増幅させ、最後に刺を作り、捨て糸部分を切り取って外す。この編成順序は機械の下部にある鎖によって制御されている。
内部機構は次の短靴下機の場合と同様であるため、後述する。
原典 P146-P147
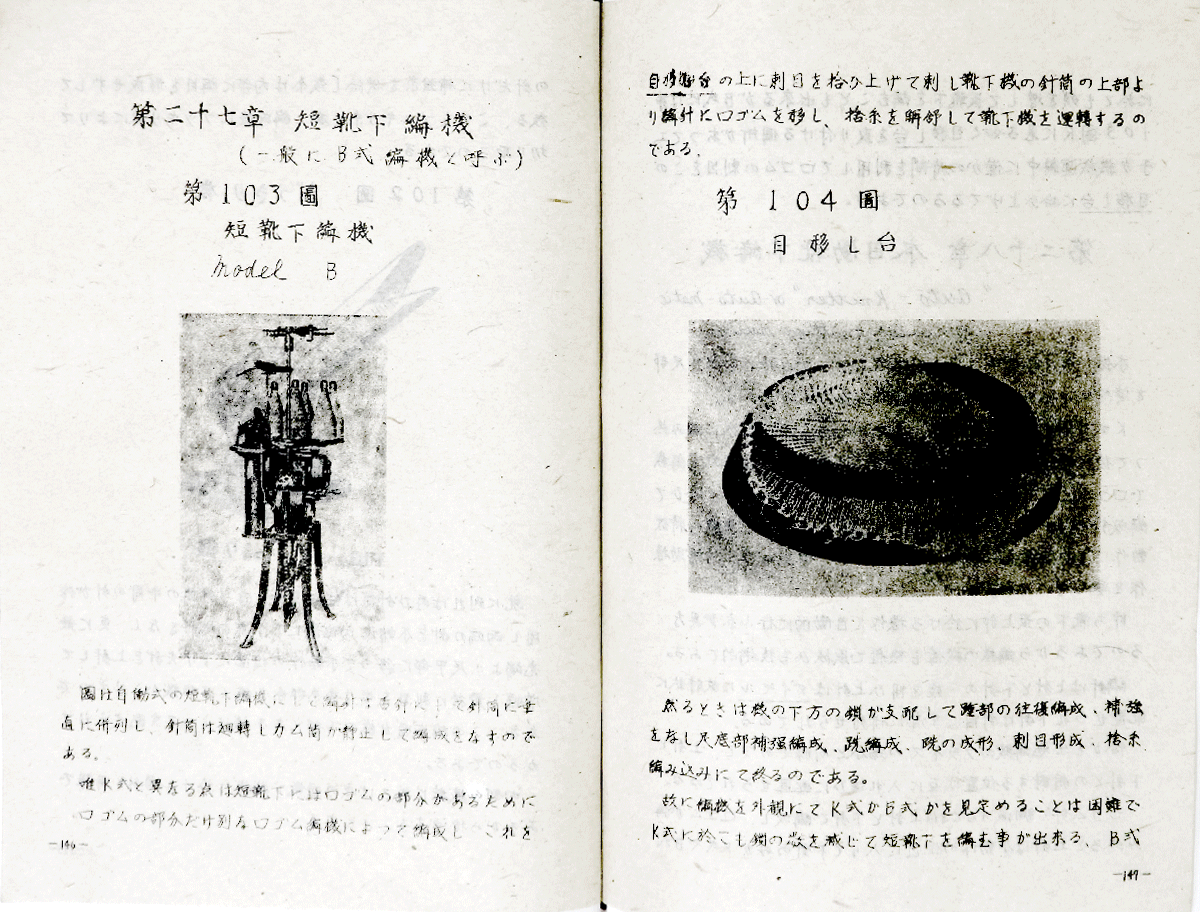
第二十七章 短靴下編機 (一般にB式編機と呼ばれる)
第103図 短靴下編機 Model B
自動式の編機で、管状の編針が並列に配置され、針筒はカム筒が静止したままで編成が行われます。
水式とは異なり、短靴下にはゴム部分が含まれているため、その部分は別のゴム編機で編成し、編み終わったゴムを自積台に載せ、靴下機の針筒の上部にゴムを移して運転します。
第104図 目移し台
編成時には、機械下部の鎖が制御し、踵部の往復編成、補強、底部の補強編成、成形、刺目形成、そして編み込みで終了します。
そのため、機械の外観を見てK式かB式かを判断するのは難しく、K式においても鎖の数を減らして短靴下を編むことができます。
原典 P148-P149
B式では、103図Rに示すように目移し台を取り付ける位置があり、エ手が機械運転中にわずかな時間を利用して口ゴム部分を目移し台に上げています。
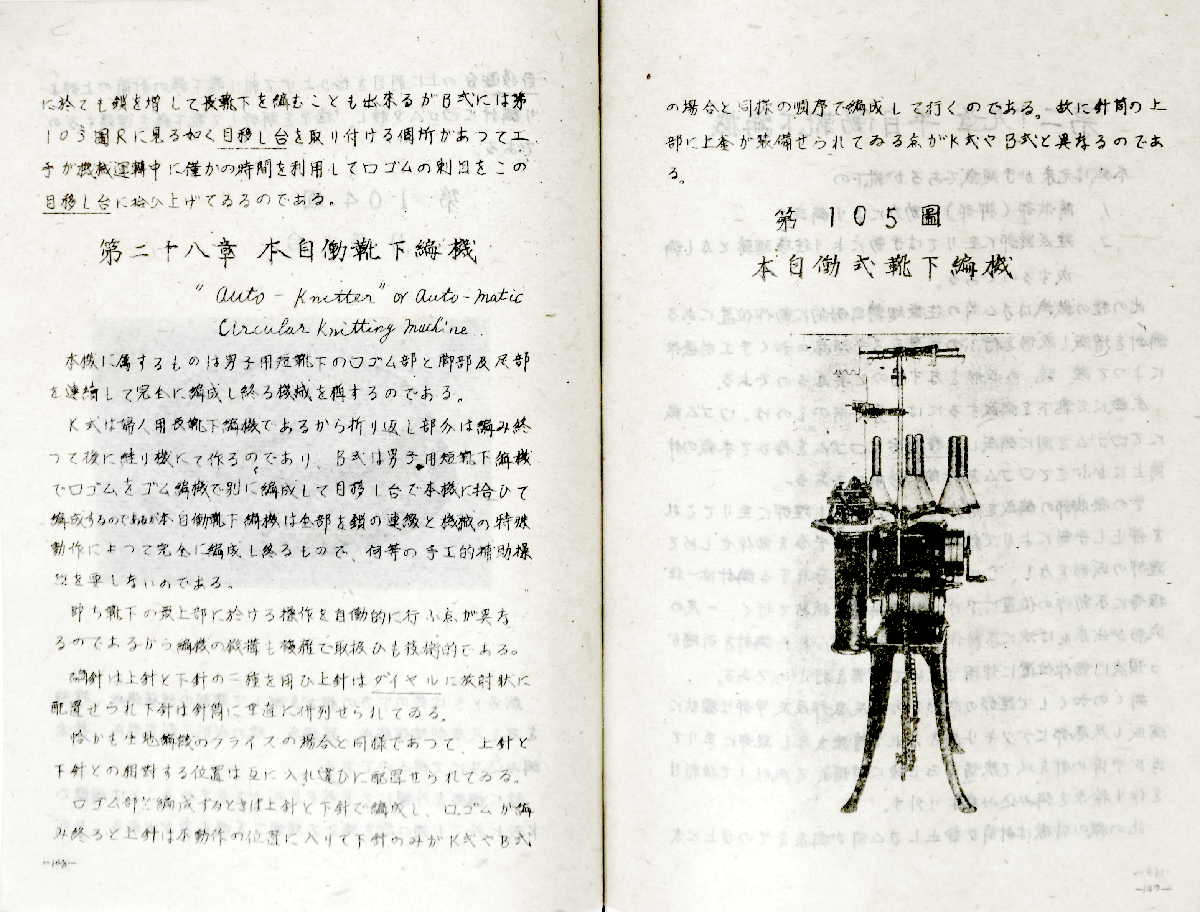
第二十八章 本自動靴下編機 (Auto-Knitter または Automatic Circular Knitting Machine)
この機械は、男子用靴下のゴム部と脚部および足部を連絡して、完全に編成を終える機械です。
K式は婦人用長靴下編機であるため、折り返し部分は編み終わった後に練り機で作成されます。一方、B式は男子用短靴下編機で、ゴム部分をゴム編機で別に編み、目移し台で本機に拾い上げて編成します。
本自動靴下編機は、すべての鎖の連絡と機械の特殊動作によって完全に編成でき、手作業での補助作業は必要ありません。
つまり、靴下の最上部での操作が自動的に行われる点が特徴で、編機の機構は複雑で技術的な取り扱いが求められます。
針は上針と下針の二種類を使用し、上針はダイヤルに放射状に配置され、下針は針筒に垂直に並べられています。
また、生地機のフライスの場合と同様に、上針と下針の相対位置は互いに入れ替わるように配置されています。
編成時、上針と下針で編成し、ゴム編みが終了すると、上針は不動作位置に入り、下針のみがK式やB式と同様の順序で編成を行います。
そのため、針筒の上部に上針が装備されている点がK式やB式と異なります。
第105図 本自動式靴下編機
原典 P150-P151
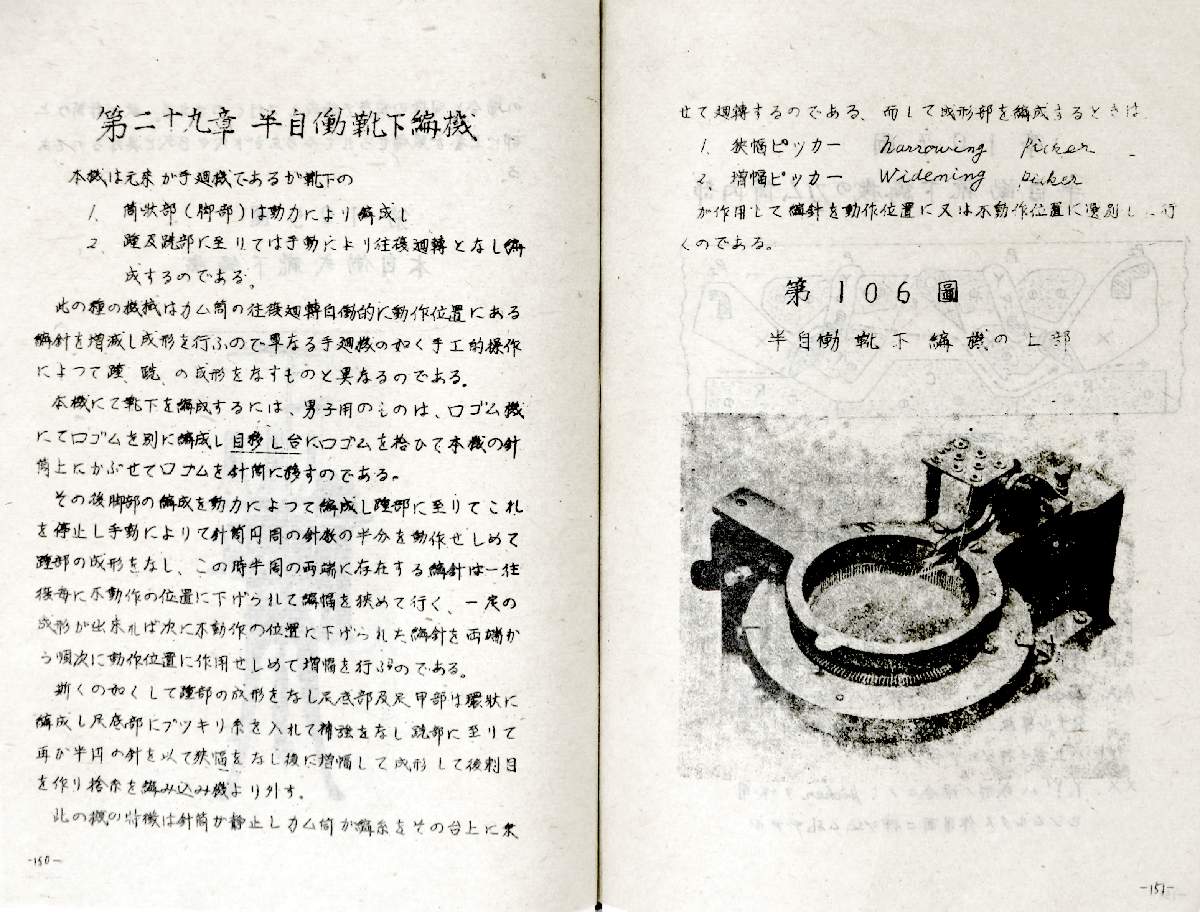
第二十九章 半自動靴下編機
この機械は元々手動式ですが、靴下の
- 筒状部(脚部)は動力により編まれ、
- 踵および足部に至る部分は手動で往復運動を加えて編成します。
このタイプの機械は、カム筒の往復運動によって針の動作位置が変化し、成形を行うもので、単なる手作業による成形とは異なります。
男子用の靴下を構成する場合、ロゴム機でゴム部分を別に編み、目移し台にゴムを拾い上げて本機の針にかぶせ、ロゴムを針筒に移します。
その後、脚部の編成は動力によって行い、踵部に到達した時点で停止し、手動で針筒円周の針数の半分を動かして踵部を成形します。この時、針筒の両端にある不動作の針は一時的に不動作位置に下げられ、幅が狭められます。一定の成形ができれば、不動作位置に下げた針を両端から動作位置に戻し、増幅を行います。
このようにして踵部を成形し、足部と足甲部は環状に編まれ、足底部に補強を加えて成形し、後に割目を作り、捨て糸を編み込んで外します。
本機の特徴は、針筒が静止してカムが糸を台上に載せる点です。成形部を編成する際、以下のような機構が作用します。
- 狭幅ピッカー (Narrowing Picker)
- 増幅ピッカー (Widening Picker)
これにより、針が動作位置または不動作位置に選別されます。
第106図 半自動靴下編機の上部
原典 P152-P153
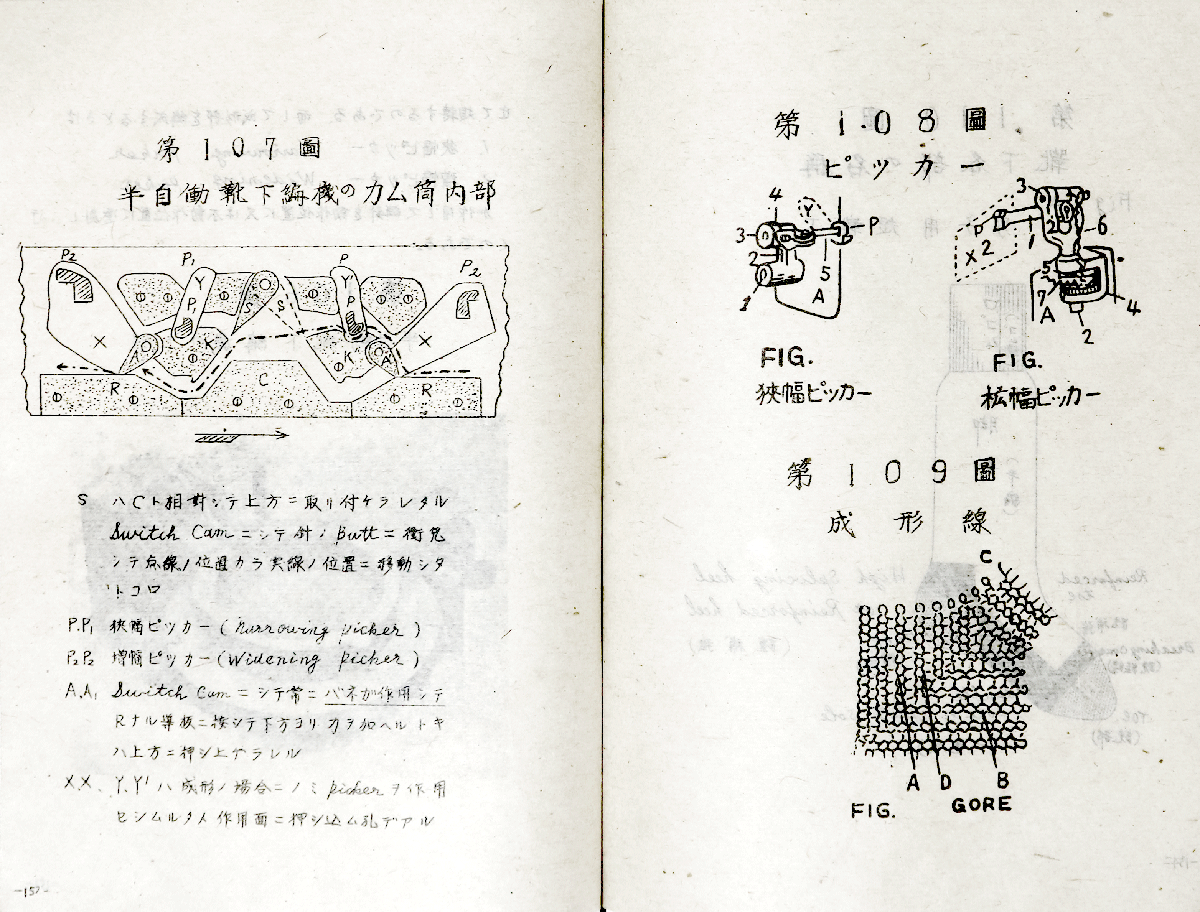
第107図 半自動靴下編機のカム筒内部
S ハト相料 上方 = 取り付けられた
Switch Cam = シテ針 / But =
シテ点線 / 位置から実線 / 位置 = 移動したところ
P.P. 狭幅ピッカー (Harrowing Picker)
P.P. 増幅ピッカー (Widening Picker)
A.A. Switch Cam = シテ帯 = バネが使用されて Rナル導板 = シテ下方より加えられる時
八上方 = 神以上やラレル
XX, Y.Y’ 成形 / 場合 = 1: ピッカーを作用
セシムルタメ作用面 = 押込孔である
第108図 ピッカー
Fig. 狭幅ピッカー
Fig. 拡幅ピッカー
第109図 成形線
原典 P154-P155
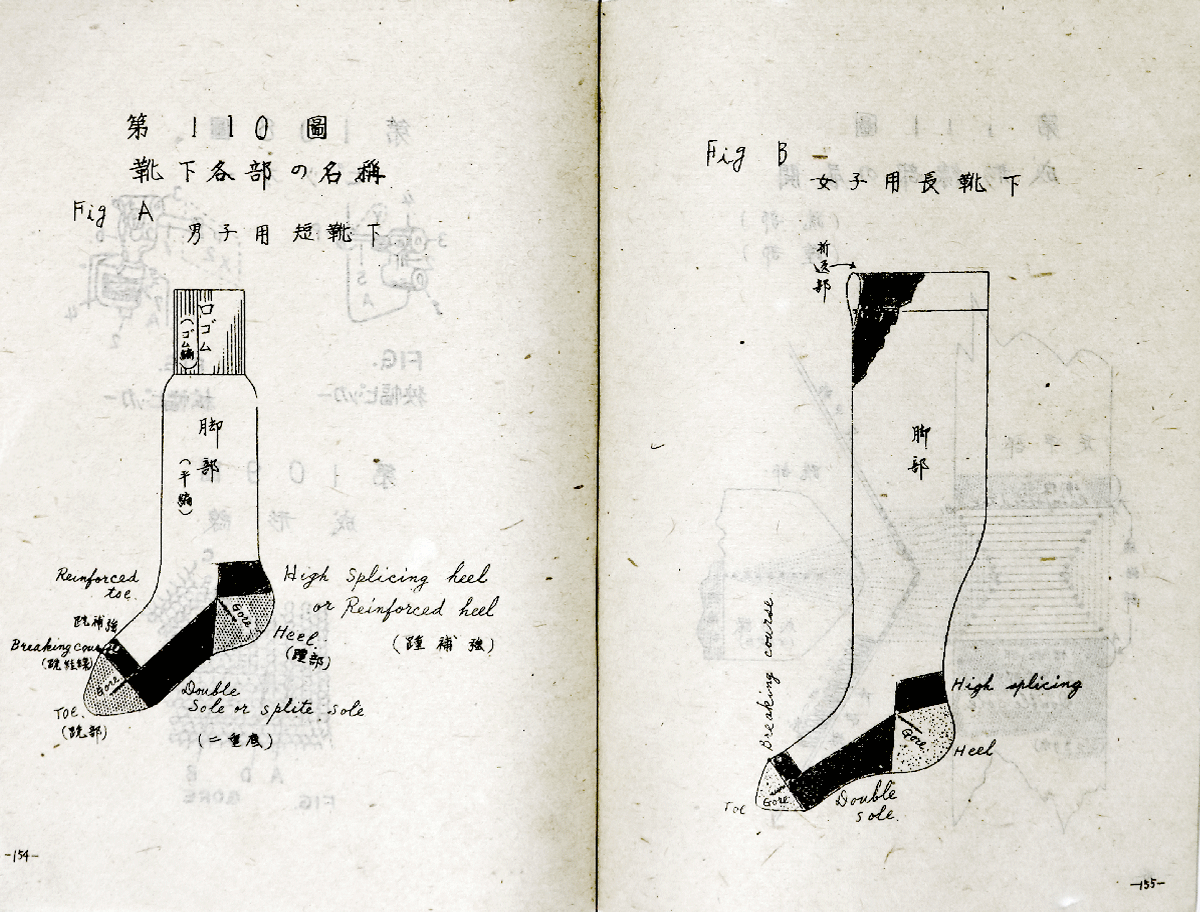
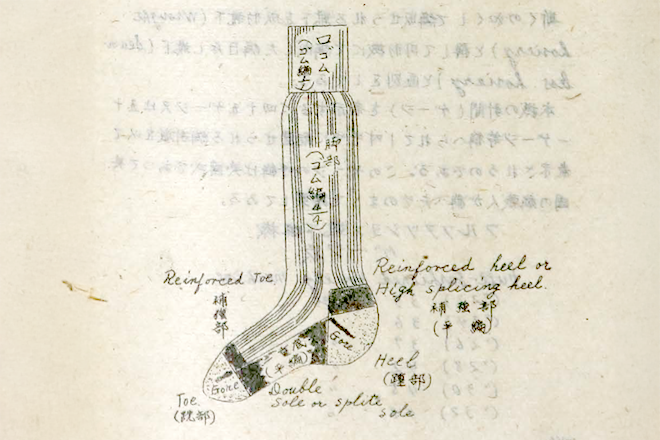
第110図 靴下各部の名称
Fig.A 男子用短靴下
Fig.B 女子用長靴下
原典 P156-P157
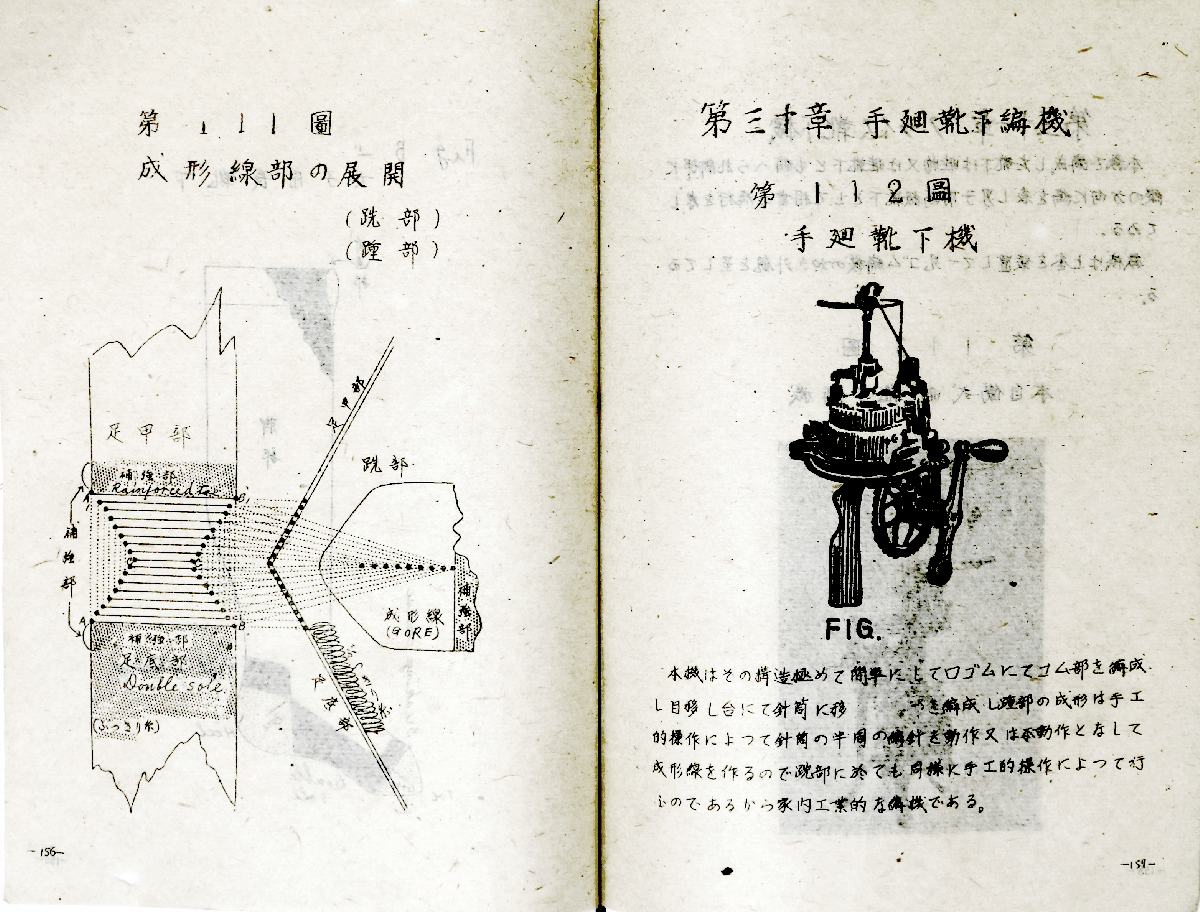
第111図 成形線部の展開(跣部)(踵部)
第三十章 手廻靴下編機
第112図 手廻靴下機
本機はその構造が非常に簡単で、ゴム部を編成する際はロゴム編機を使用します。目移し台で針筒にゴムを移し、踵部の成形は手作業によって、針筒の半周の針を動作または不動作にして成形します。このように手工的な操作を行うため、家内工業的な偏機と言えます。
原典 P158-P159
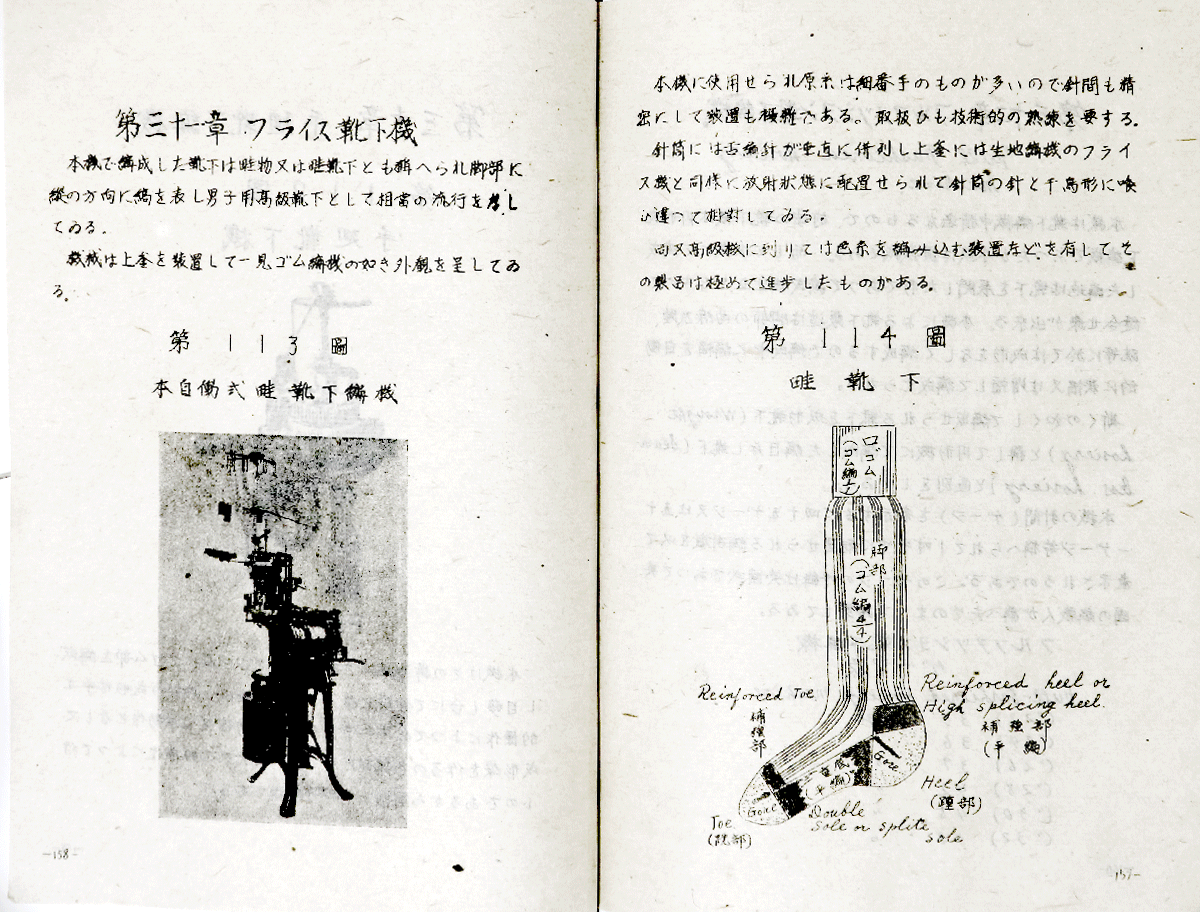
第三十一章 フライス靴下機
本機で編成された靴下は、物理的には靴下であり、脚部に縦方向の縞模様を表現します。これは男子用高級靴下として非常に流行しており、機械は上部に装置を備えており、一見ゴム編機のような外観を呈しています。
第113図 本自動式畦靴下編機
この機械に使用される原糸は細番手のものが多いため、針間も精密で複雑です。そのため、取扱いには技術的な熟練が求められます。針筒には舌編針が垂直に列挙され、上部には生地機のフライス機と同様に放射状に配置され、針筒の針と干形に食い違って相対しています。さらに高級機には色糸を編み込む装置も搭載され、その製品は非常に進化しています。
第114図 畦靴下
原典 P160-P161
第三十二章 フルファッション靴下編機 (Full Fashioned Hosiery Machine)
この機械は、靴下編機の中で最も精密なもので、前述の靴下機は円形靴下機であったのに対し、本機は横編み機です。この機械で編成した地は靴下の展開形であり、成形後に仕立てを行うため縫合が可能です。本機で製造される靴下は、脚部の曲線や踵、院などの成形を行い、編成中に幅を自動的に狭幅または増幅して編成できます。
このように編成された靴下は、「成形靴下(Wrought hosiery)」として、円形機で編成された編目なし靴下(Seamless hosiery)と区別されます。
本機の針間(ゲージ)は、45ゲージや50ゲージなど、針数が1対半の配置で示されます。このゲージは英国式で、図に示された編職人がそのまま踏襲しています。
フルファッション靴下編機 ゲージ表
Full-fashioned Hosiery Machine
(“22) 33ゲージ
(“24) 36
(“26) 39
(“28) 42
(“30) 45
(“32) 48
床の幅員は通常14インチ程度で、編針には髭針(Beared needle)が使用されます。
原料糸としては絹が主に使用され、人絹や毛糸も使われますが、大部分は婦人用長靴下として需要が高く、これらの製品は日本製で、輸出される大部分がこの靴下です。
一般的に本機を用いて靴下を編成するには、以下のように使い分けが行われます。
- 脚部編成機 (Legging frame or Legger)
- 足部編成機 (Footing frame or Footer)
前者で光靴下の脚部を構成し、後者で足部を編成します。脚部の成形には時間がかかるため、工場に設置する際には、通常前者を3台、後者を1台の割合で備えます。両者の機構はほとんど同様ですが、同一機で編成する靴下機(Sing unit)では、脚部と足部を連続して構成します。
原典 P162-P163
第115図 多頭式フルファッション靴下編機
本機は、図に示されたように、同一の装置を有する針床が14インチ幅であり、これをセクション(Section)と呼び、各セクションで一つの脚部または足部を編成します。セクション数は、一般的に以下のように分類されます:
32 セクション(1打3分の1)
24 セクション(1打)
12セクション(半打)
小さいサイズでは、
8セクション(3分の1打)などがあります。
原典 P164-P165
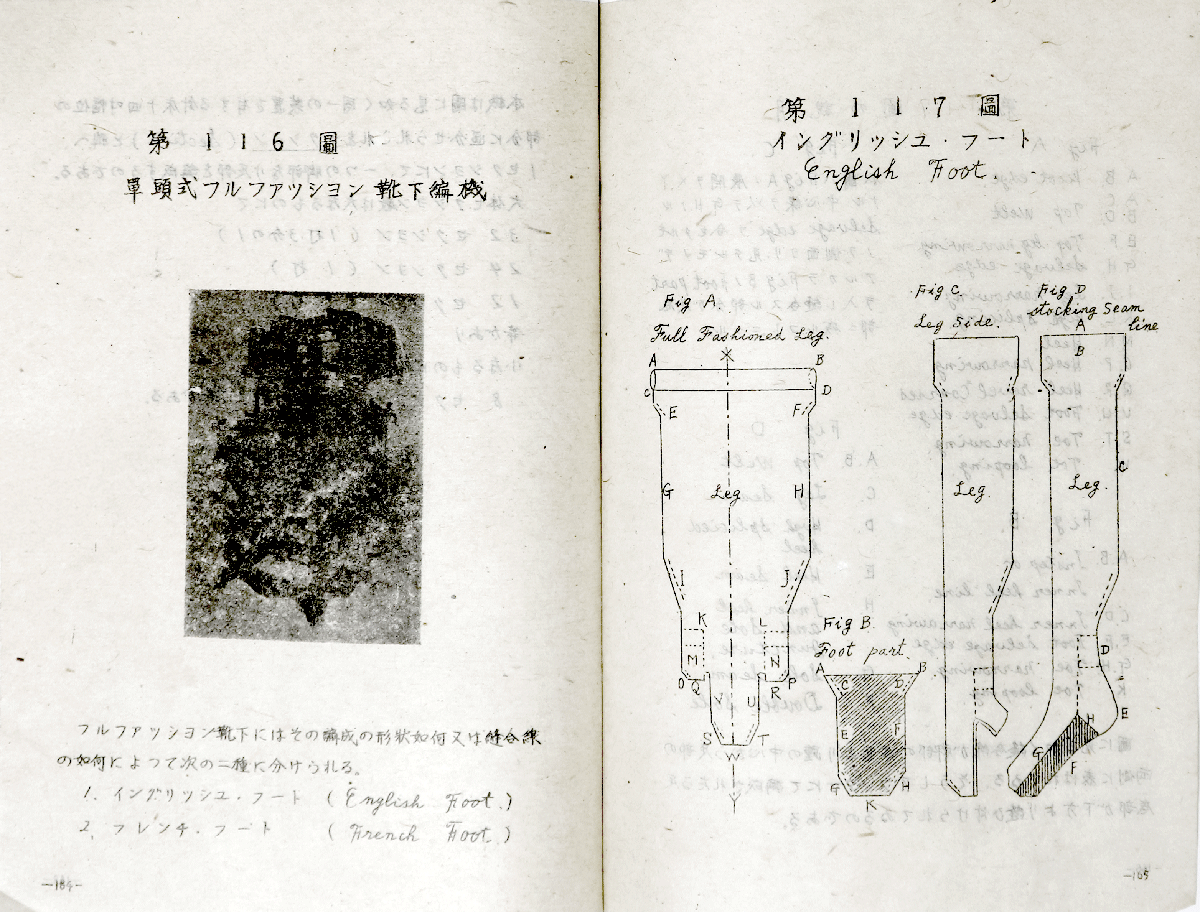
第116図 単頭式フルファッション靴下編機
フルファッション靴下は、その熟成した形状や縫合線によって、次の二種類に分類されます:
- イングリッシュ・フート (English Foot)
- フレンチ・フート (French Foot)
第117図 イングリッシュ・フート MAA English Foot
原典 P166-P167
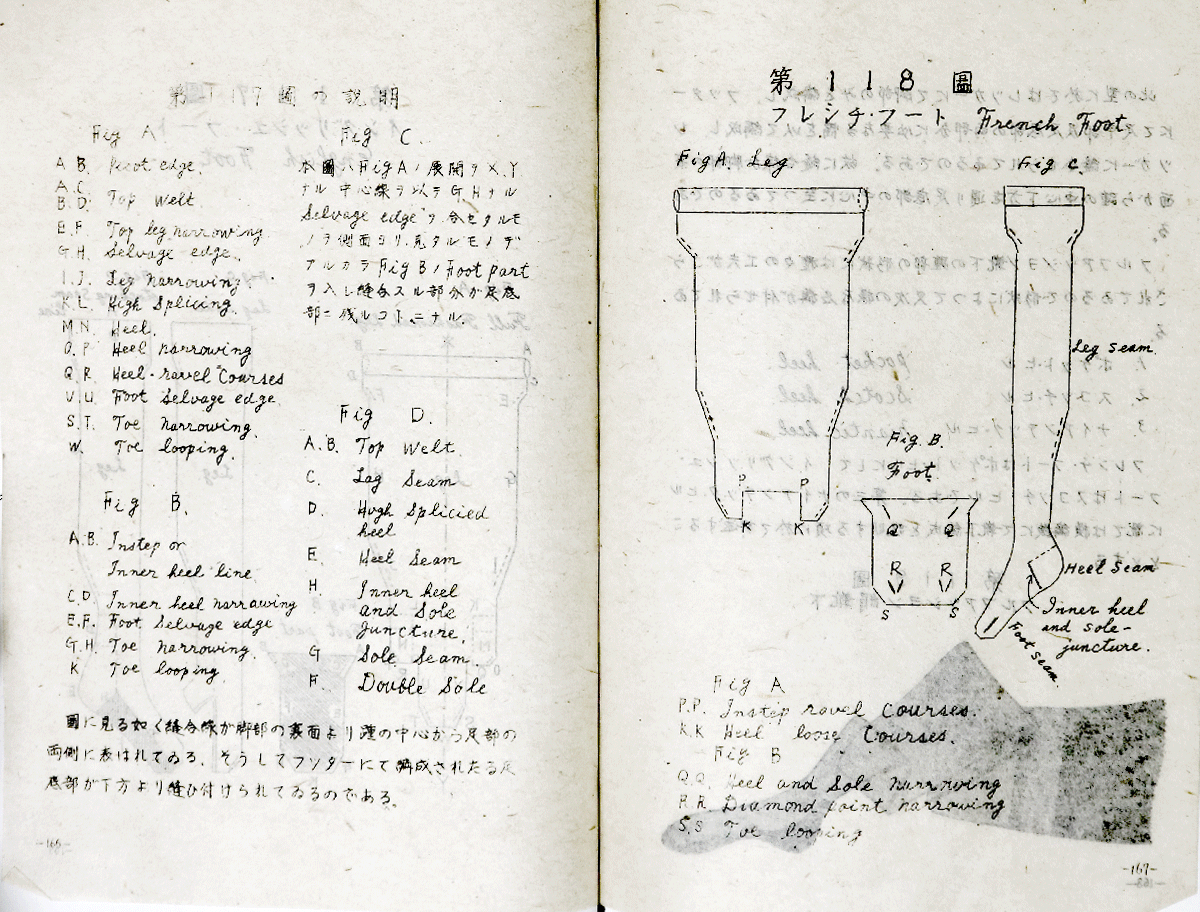
Fig. A
A.B. Picot edge
A.C. Top welt
B.D. Top leg narrowing
E.F. Top leg narrowing
G.H. Selvage edge
I.J. Leg narrowing
K.L. High splicing
M.N. Heel
Q.P. Heel narrowing
Q.R. Heel-ravel courses
V.U. Foot selvage edge
S.T. Toe narrowing
W. Toe looping
Fig. B
A.B. Instep or inner heel line
C.D. Inner heel narrowing
E.F. Foot selvage edge
G.H. Toe narrowing
K. Toe looping
Fig. D
A.B. Top welt
C. Leg seam
D. High spliced heel
E. Heel seam
F. Inner heel and sole juncture
G. Sole seam
H. Double sole
図に見るように、縫合線が脚部の裏面から踵の中心を通り、足部の両側に縫われており、フッターで構成された足底部が下方から縫い付けられていることがわかります。
第118図 フレンチ・フート French Foot
原典 P168-P169
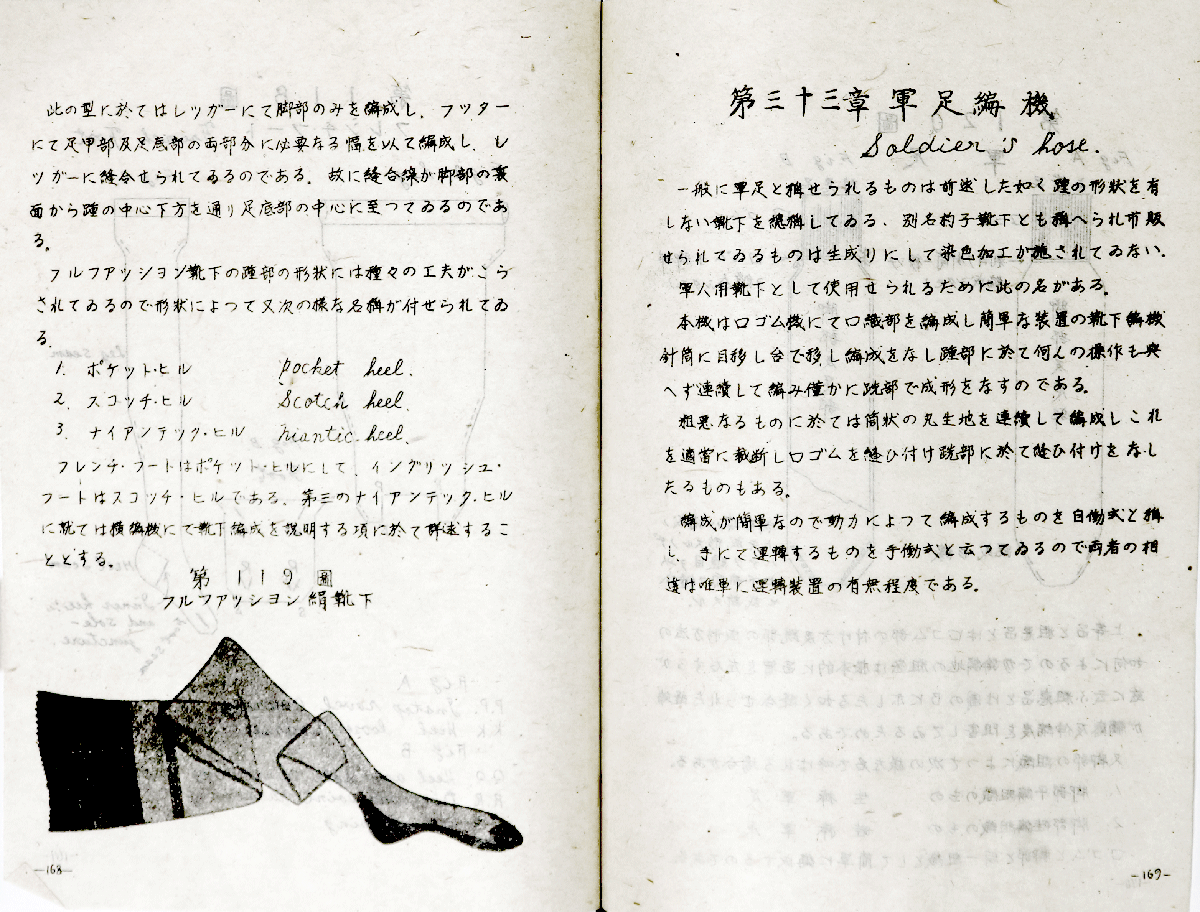
この型では、レッガーで脚部のみを編成し、フッターで足甲部および足部の両部分に必要な幅で編成し、後に縫合されます。これにより、縫合線が脚部の裏面から踵の中心下方を通り、足底部の中心に至ります。
フルファッション靴下の踵部の形状には様々な工夫がされており、その形状によって、次のような名前が付けられています。
- ポケット・ヒール (Pocket Heel)
- スコッチ・ヒール (Scotch Heel)
- ナイアンテック・ヒール (Hiantic Heel)
フレンチ・フートはポケットヒール、イングリッシュ・フートはスコッチ・ヒールです。ナイアンテック・ヒールについては、靴下編成の説明の際に詳細に述べます。
第119図 フルファッション絹靴下
第三十三章 軍足編機 (Soldier’s Hose)
一般に「軍足」と呼ばれるものは、前述したように踵の形状がない靴下であり、別名「杓子靴下」とも呼ばれ、市販されているものは生成りで、染色加工が施されていません。軍人用靴下として使用されるため、この名前があります。
本機はロゴム機で口織部を編成し、簡単な装置の靴下機で、針筒に目移し台で編成し、踵部では特別な操作を行うことなく連絡して編み、わずかに洗部で成形を行います。
粗悪品では、筒状の丸生地を連続して構成し、それを適切に裁断し、口ゴムを縫い付けて仕上げる場合もあります。
編成が簡単であるため、動力によって編成するものを自動式、手で運転するものを手動式として区別されます。両者の違いは、運転装置の有無程度です。
原典 P170-P171
第120図 軍足
上等品と粗悪品の違いは、ロゴム部の付け方や部品の成形方法によるもので、編地の粗密が品質に大きく影響します。ここで言う粗悪品は、図に示されたように、合わせられた端が感触や伸縮度を阻害しているためです。
また、脚部の組織によって、次のように呼ばれることがあります。
- 脚部平組織のもの - 生捧軍足
- 脚部編組織のもの - 畦捧軍足
ロゴムと脚部は同一組織として簡単に構成されます。
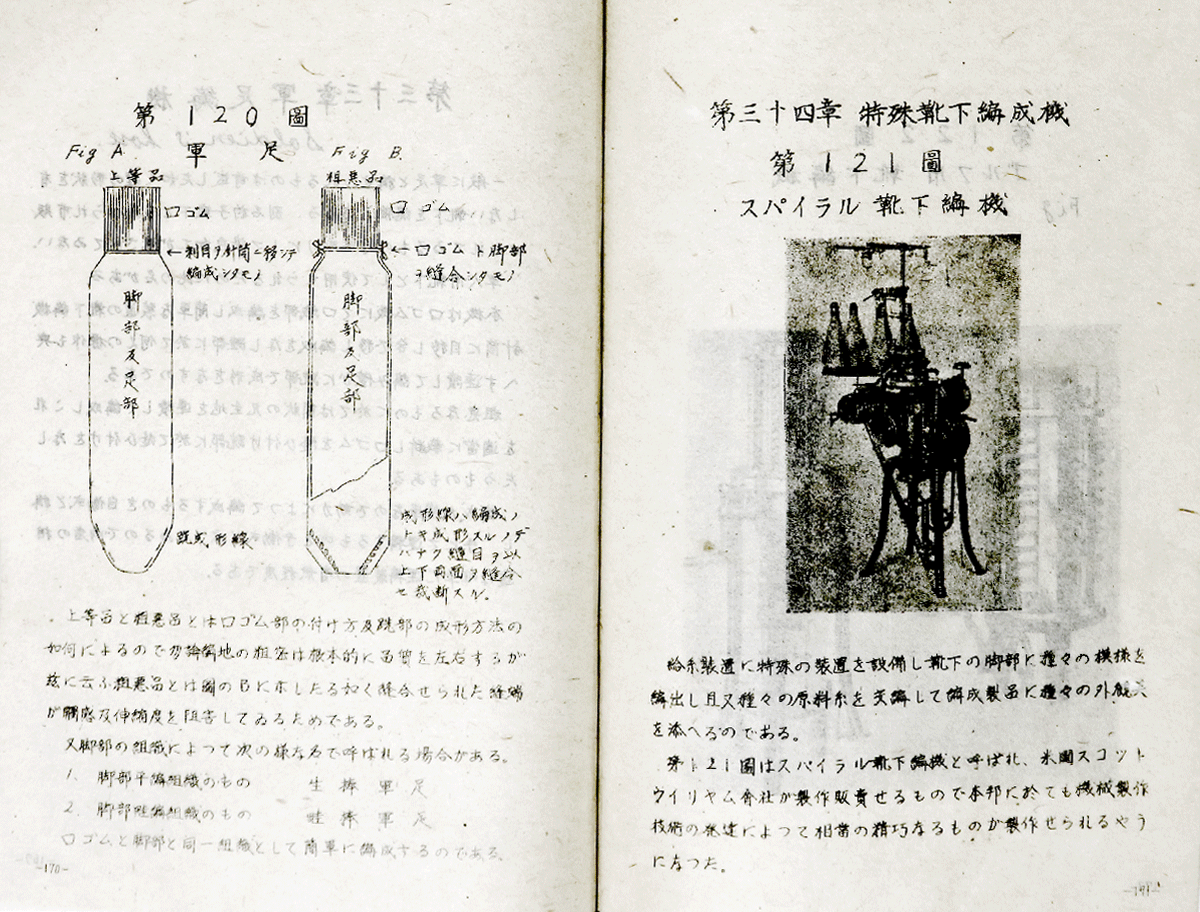
第三十四章 特殊靴下編成機
第121図 スパイラル靴下編機
糸置きに特殊な装置を設置し、靴下の脚部にさまざまな模様を編み出し、異なる原料系を使用して編成製品に様々な外観を加えます。
第121図はスパイラル靴下編機と呼ばれ、アメリカのスコット・ウィリアム社が製作したもので、本国では機械製作技術の発達により、非常に精巧なものが製作されています。
原典 P172-P173
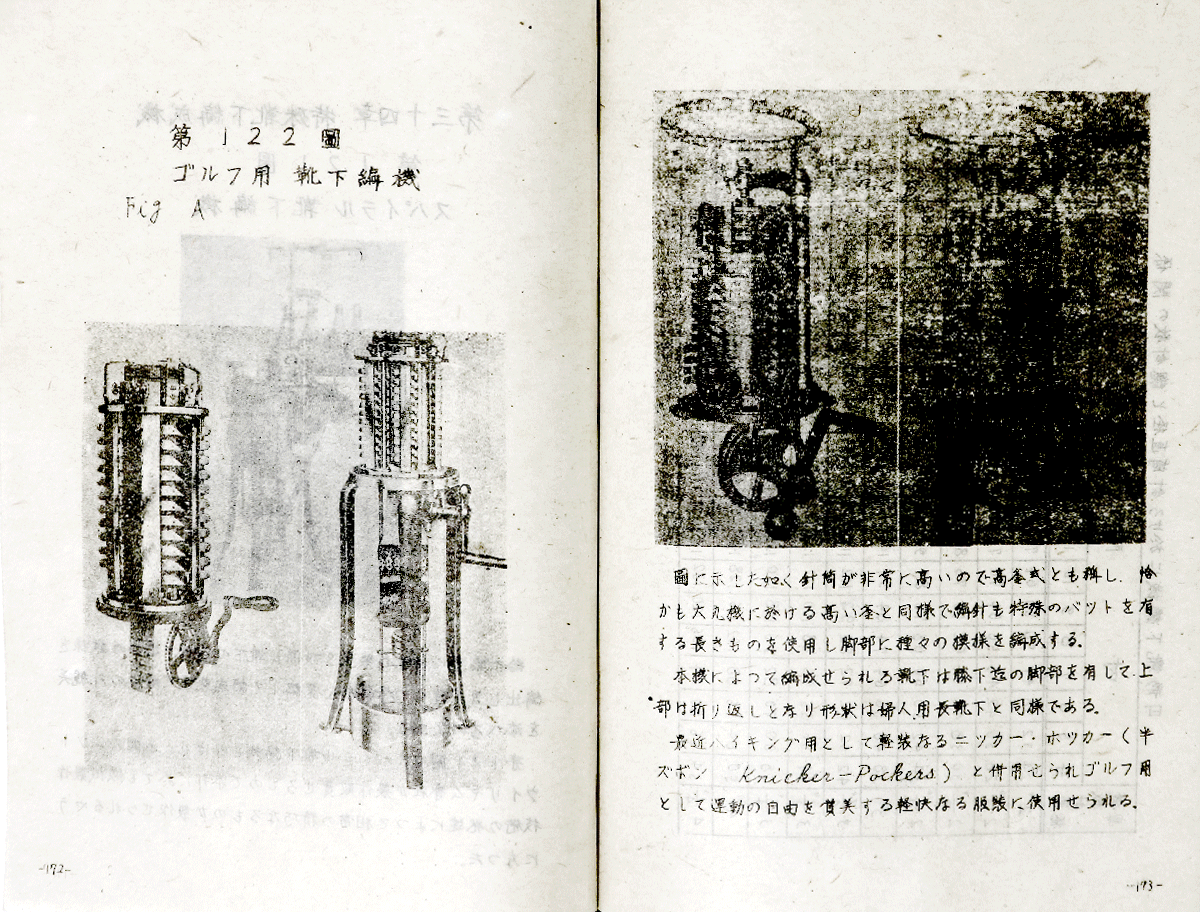
第122図 ゴルフ用靴下編機
図に示したように、針筒が非常に高いため「高釜式」とされ、また大丸機における高い釜と同様に、編針も特殊なバットを有する長いものを使用し、脚部にさまざまな模様を編成します。
本機で編成される靴下は、膝下までの脚部を有し、上部は折り返しとなり、形状は婦人用長靴下と同様です。
最近では、ハイキング用として軽装なニッカー・ポッカー(半ズボン、knicker = Pochers)と併用され、ゴルフ用として運動の自由を提供する軽快な服装に使用されています。
原典 P174-P175
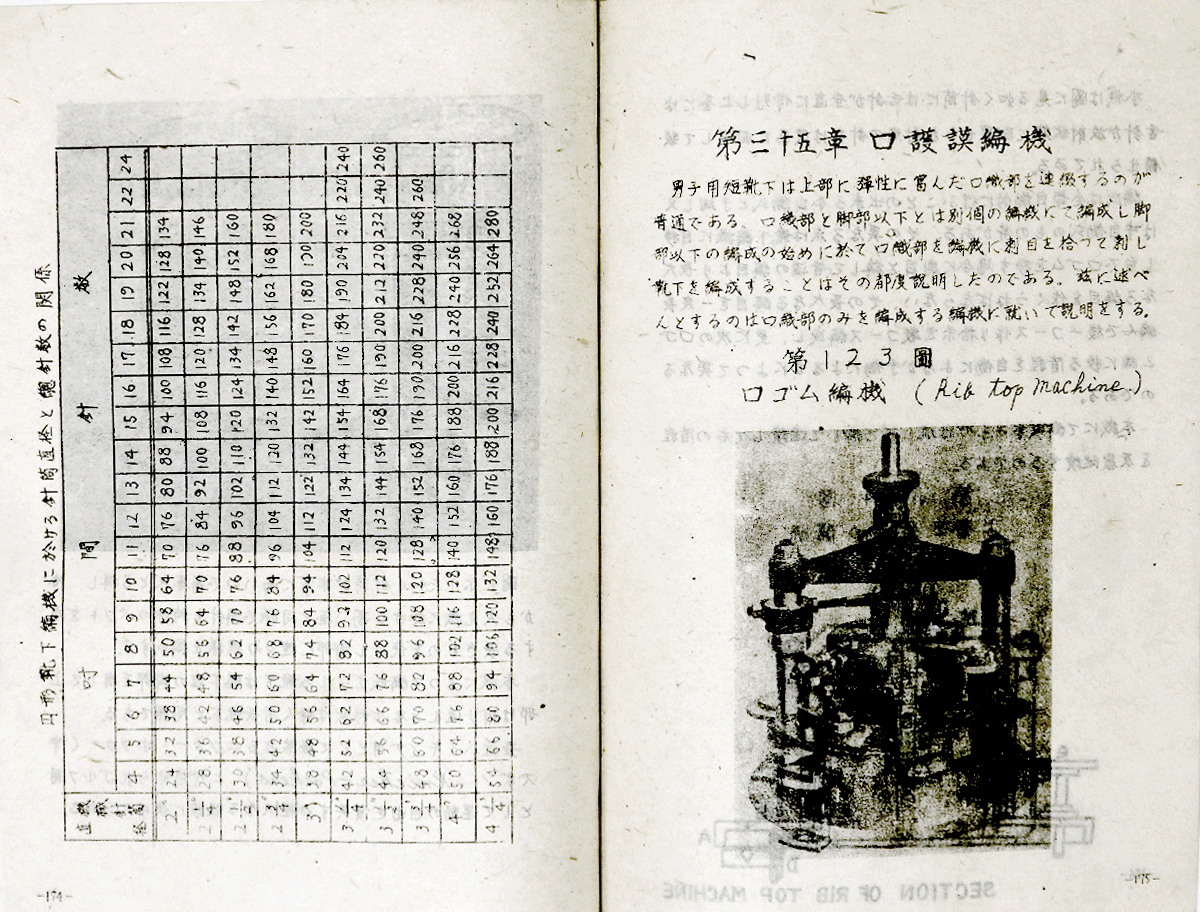
第三十五章 口ゴム編機
男子用短靴下の上部には、通常、弾性に富んだ口織部が連絡されます。口織部と脚部以下は別の機械で編成され、編成の開始時に口織部を機に刺目を拾って刺し、靴下を編成します。この点についてはこれまでに何度も説明しました。今回は口織部のみを編成する編機について説明します。
第123図 ロゴム編機 (Rib Top Machine)
原典 P176-P177
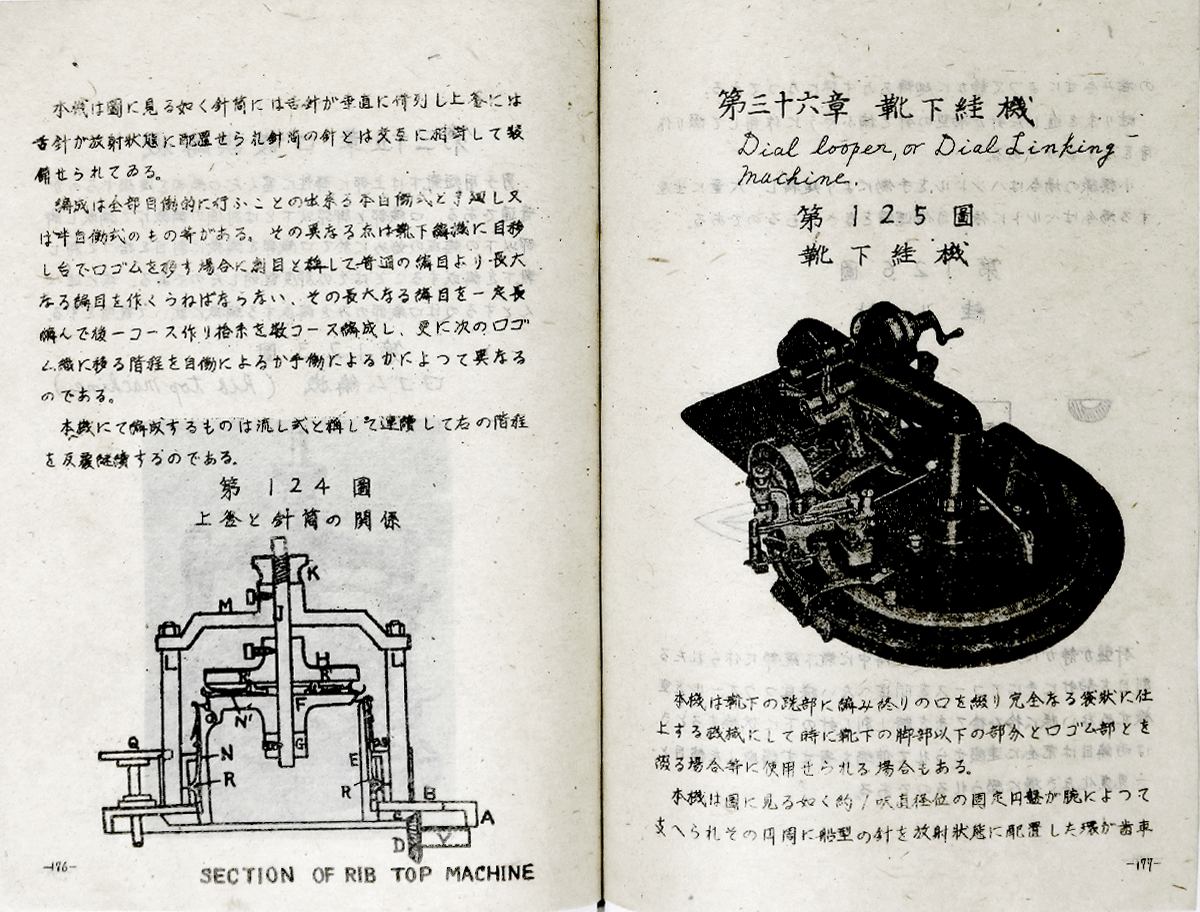
本機は、図に示すように、針筒には舌針が垂直に並び、上部には舌針が放射状に配置されています。
編成はすべて自動的に行うことができる本機には、半自動式のものもあります。その違いは、靴下編みの際に、ロゴムを移す場合、通常の編目より長い目を作る必要があり、その長い目を一定の長さで作り、次のコースに進みます。次に、ロゴ織りに移る際、自動で行うか手動で行うかに違いがあります。
本機で編成されたものは、流し式として右方向に連続して進行します。
第124図 上釜と針筒の関係
SECTION OF RIB TOP MACHINE
第三十六章 靴下絓機 Dial Looper, or Dial Linking Machine
第125図 靴下絓機
本機は、靴下の踵部分に編み終わりの口を綴じ、完全な袋状に仕上げる機械で、時には靴下の脚部以下の部分と口ゴム部を綴る場合にも使用されます。
本機は、図に示すように、約直径の固定円盤が腕によって支えられ、その間に船型の針を放射状に配置した環が歯車で駆動されます。
原典 P178-P179
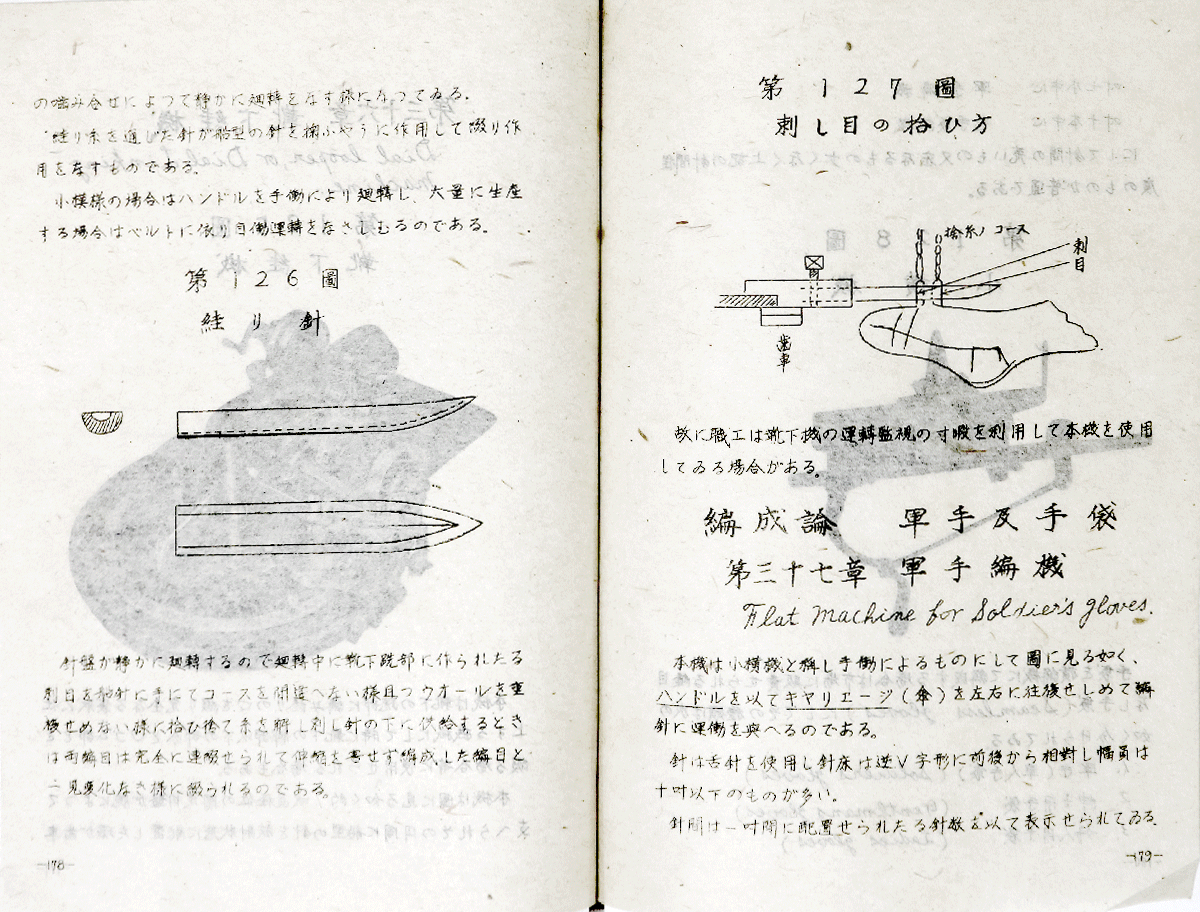
この歯車の噛み合わせによって静かに転がるようになり、船型の針が針を掬うように作用して綴り作業を行います。小模様の場合はハンドルを手動で回し、大量に生産する場合はベルトで自動運転を行います。
第126図 絓り針
針盤が静かに動作し、編む際に針に糸を正確に通し、コースを間違えないように、また糸が解けないように注意して、刺し針の下に糸を供給します。両目は完全に連絡され、伸縮性を損なうことなく編まれます。
第127図 刺し目の拾い方
そのため、職人は靴下機の運転監視の合間を利用して本機を使用することがあります。
編成論(軍手および手袋)
第三十七章 軍手編機 (Flat Machine for Soldier’s Gloves)
本機は小型の横編機で、手動で操作されます。図に示すように、ハンドルを使ってキャリア(傘)を左右に動かし、針に運動を伝達します。
針は舌針を使用し、針床は逆V字形に前後から対向し、幅員は十本以下のものが多いです。
針間は、1インチ間あたりに配置された針数を示すもので、編成の精度に影響を与えます。
原典 P180-P181
針間が荒いものや密なものも少なくなく、上記の針間程度のものが一般的です。
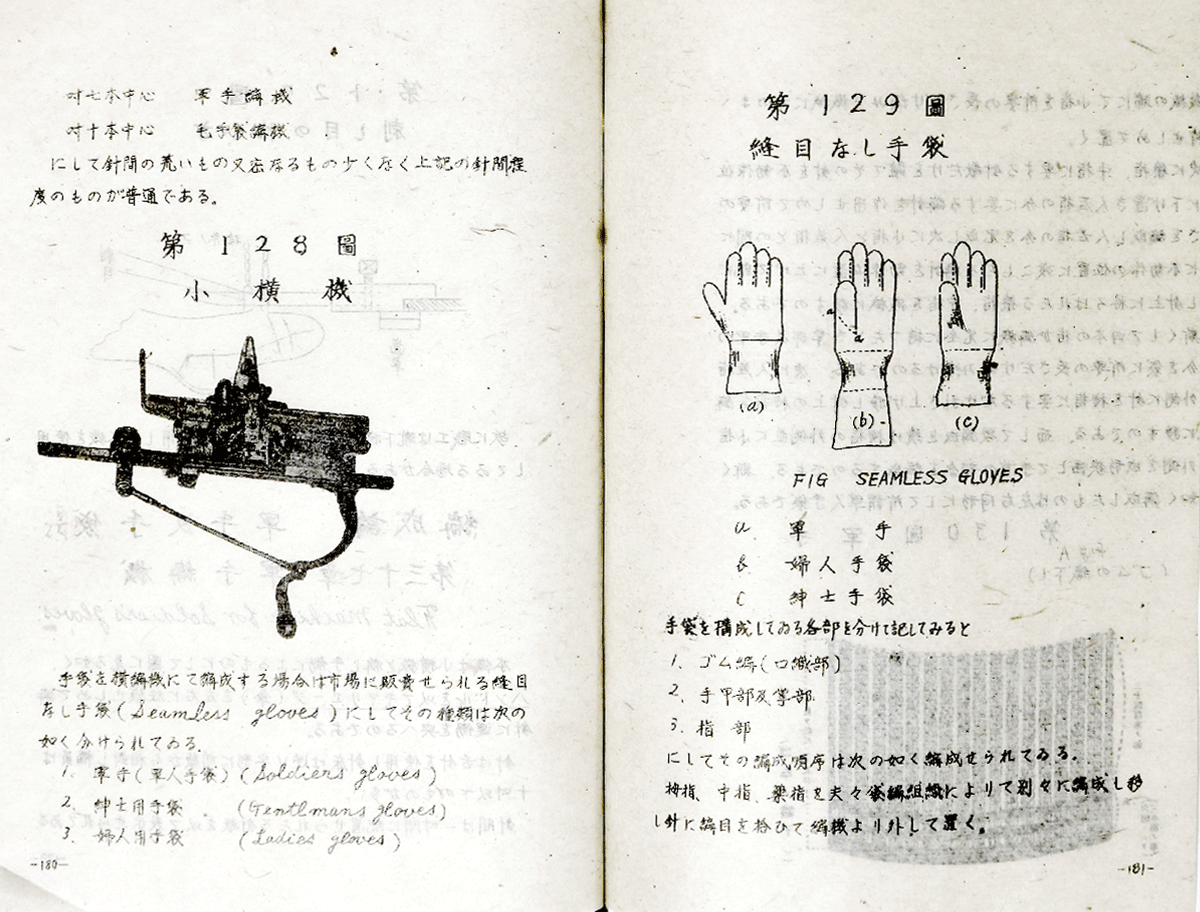
第128図 小型横編機
手袋を横編機で編成する場合、市場で販売される縫目なし手袋(Seamless gloves)は次のように分類されます。
- 軍手(軍人手袋) (Soldiers gloves)
- 紳士用手袋 (Gentleman’s gloves)
- 婦人用手袋 (Ladies gloves)
第129図 縫目なし手袋
a. 軍手
b. 婦人手袋
c. 紳士手袋
手袋を構成している各部は以下の通りです:
- ゴム編(口織部)
- 手甲部および掌部
- 指部
編成順序は次のように進行します。親指、中指、薬指はそれぞれ編組織で別々に編成され、移し針に目を通して外しておきます。
原典 P182-P183
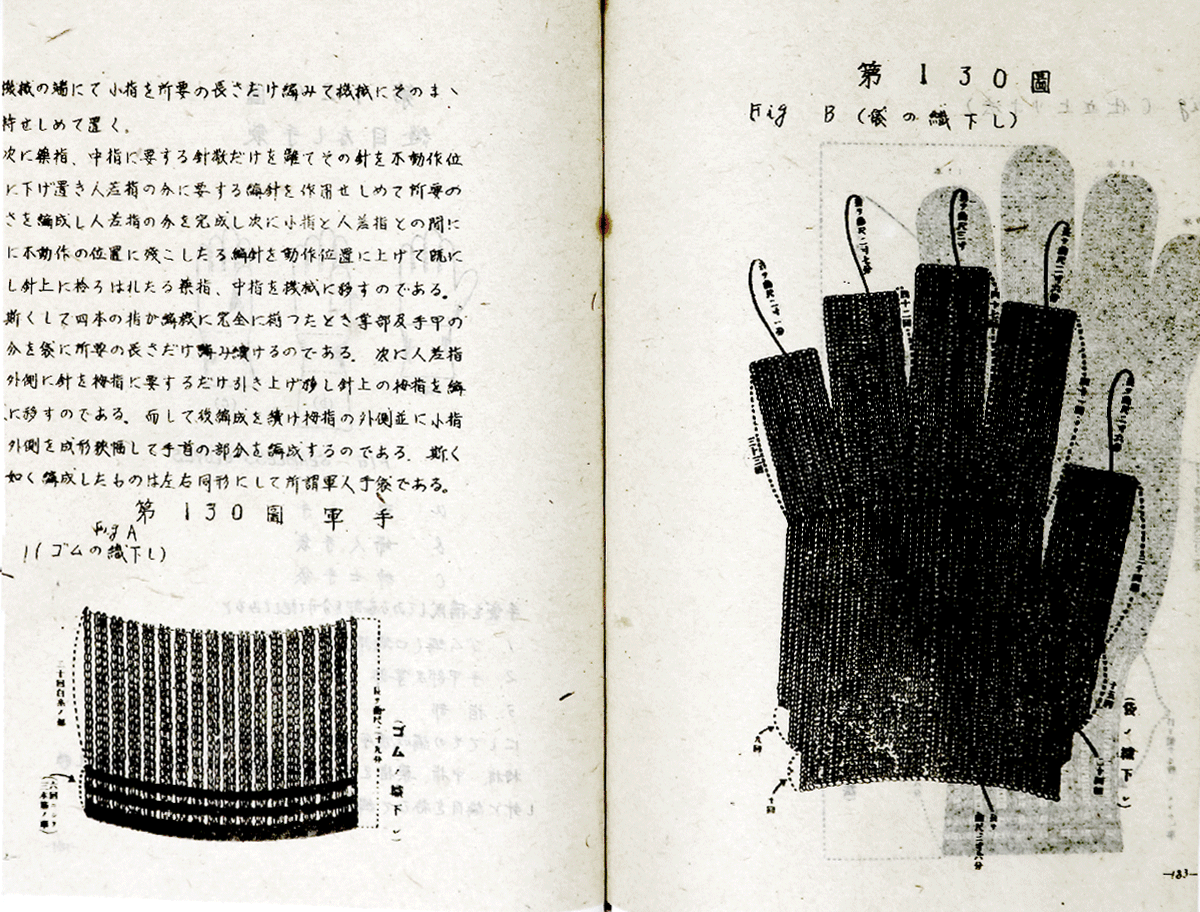
機械の端で小指を所定の長さまで編み、機械にそのまま寄せておきます。
薬指、中指に必要な針数を離し、その針を不動位置に置き、人差し指の外側に必要な編針を使用して所定の長さを編成し、人差し指の編み目を完成させます。次に、小指と人差し指の間に残していた不動の編針を動作位置に上げ、すでに針に拾われた指を機械に移します。次に、四本の指が機械に完全に入ると、手甲部と指部を袋状に編みます。次に、人差し指の外側の針を引き上げて、針に拾われた指を移動させ、後編成を続けます。拇指の外側、小指外側を成形し、手首部分を編成します。このように編成されたものは左右対称で、いわゆる軍人用手袋となります。
第130図 軍手
Fig.A (ゴムの織下し)
第130図
Fig.B (袋の織下し)
原典 P184-P185
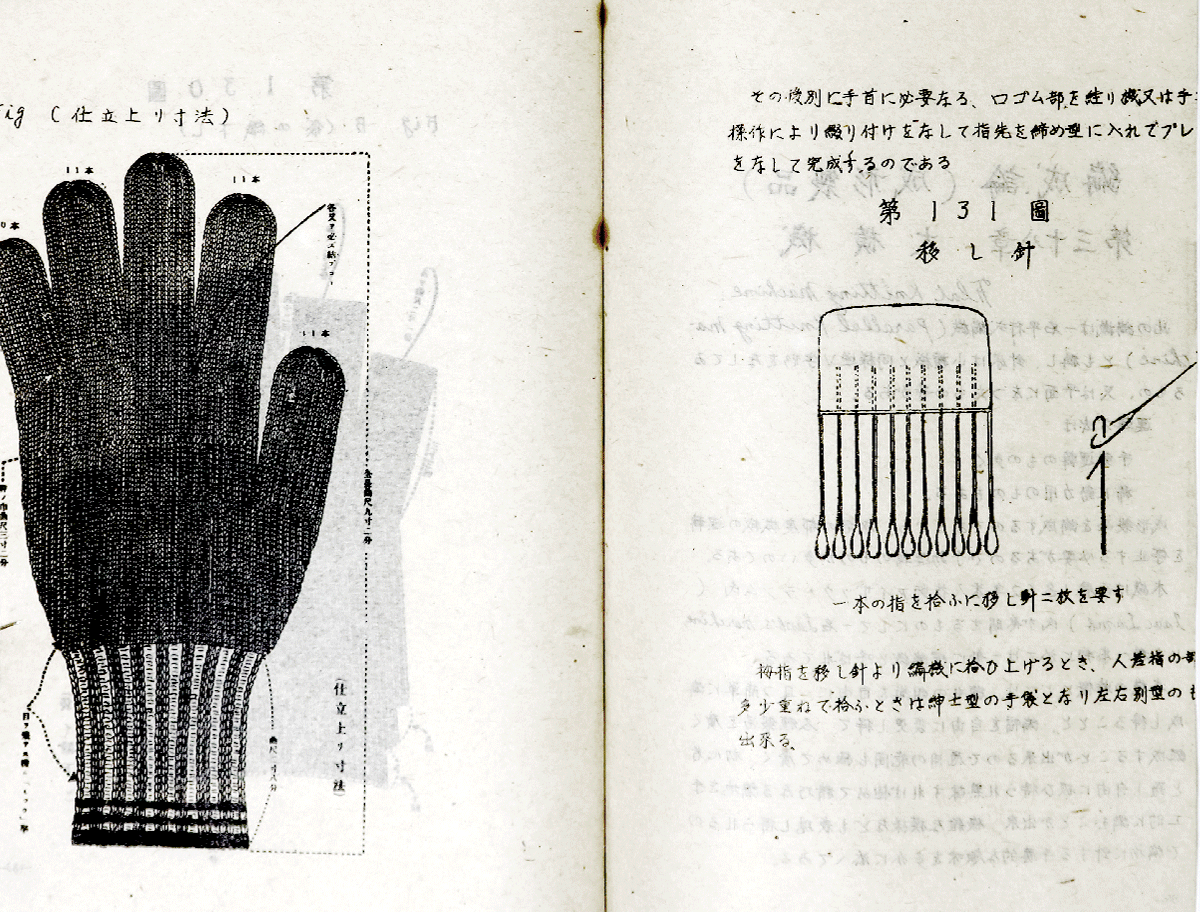
Fig.C (仕上げ寸法)
その後、別に手首に必要なロゴム部を絞り機または操作によって取り付け、指先を締め型に入れて作業を進め、最終的に完成します。
第131図 移し針
一本の指を拾うためには移し針二枚を使用します。
親指を移し針から編機に移すとき、人差し指の位置が多少重なる場合、それは紳士型の手袋として仕上がり、左右別型の手袋が完成します。