解説メリヤス⑥-製品論
 原典 P205-P206
原典 P205-P206
 ※本書は手書き古書のため、印刷かすれ乱丁などにより正確に汲み取れていない箇所が複数ございます。原典をご確認ください。
※本書は手書き古書のため、印刷かすれ乱丁などにより正確に汲み取れていない箇所が複数ございます。原典をご確認ください。
製品論
第四十一章 成形製品 Wrought Goods & Hosiery
靴下や手袋、セーターなどの製品は、編成時に使用目的に合わせた形状に仕上げられます。これらは「成形製品」と呼ばれ、対して、素材を裁断して縫製する製品は「裁断製品」と区別されます。
成形製品は、編成の段階で形状を整え、裁断製品は縫製によって形を整えることにより、最終的にどちらも全製品(完成品)として分類されます。成形の目的は、着用や使用目的に適した形状を作ることにあります。
(1) 手袋
手袋の形状は、指の編み付け方法によって異なります。以下の種類があります。
- 軍手(軍人用手袋):丈夫で保温性のある素材を使用
- 紳士・婦人用手袋:装飾性やフィット感を重視
手袋には、左右兼用のタイプと、左手・右手専用のものがあり、用途に応じた形状で編成されます。
(2) 靴下
靴下の製造方法には、以下の2種類があります。
- A. 円形靴下編機を使用する方法
- B. フルファッション靴下編機または横編機を使用する方法
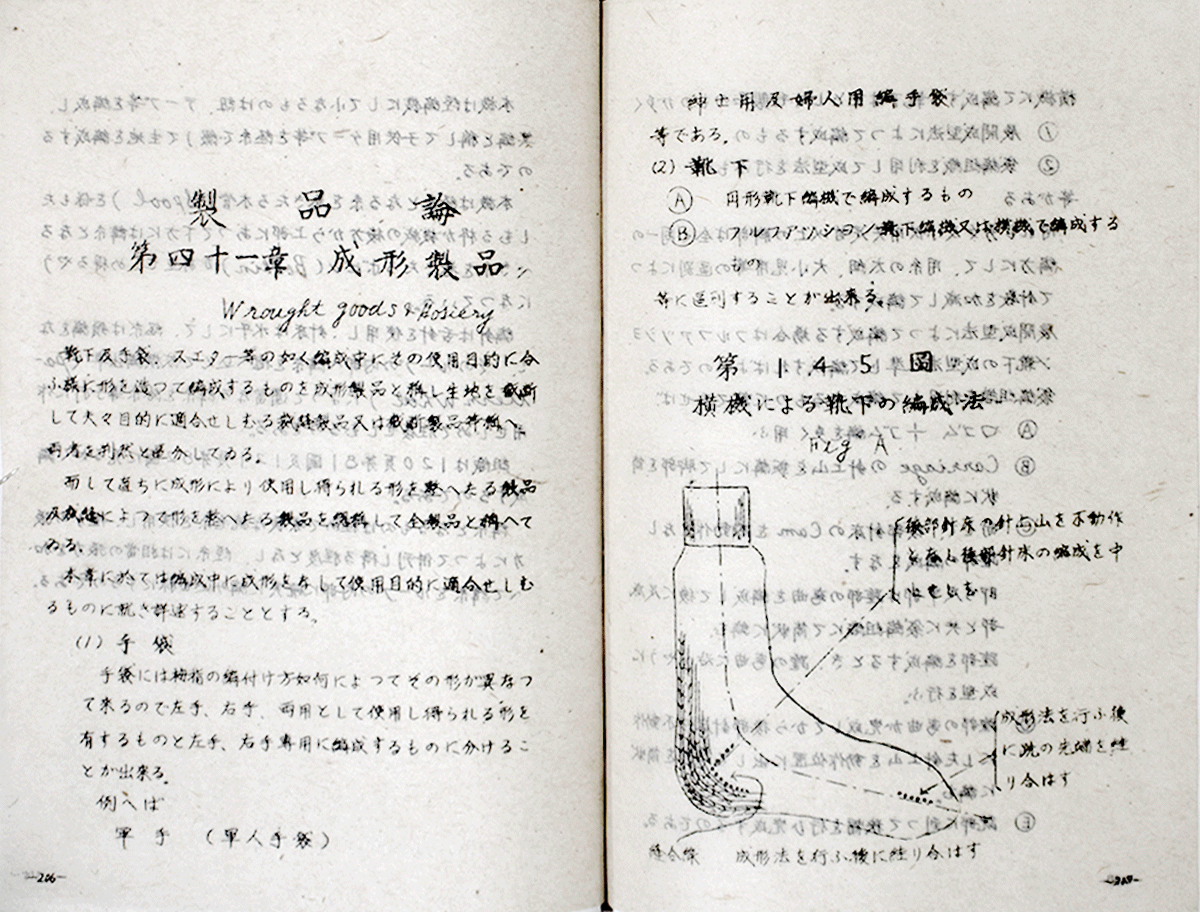
第145図 横編機による靴下の編成法
原典 P208-P209
横編み靴下の製造方法
横編みで製造される靴下は、特に毛糸製品に多く用いられます。主な製造方法には次の2つがあります。
- 展開成型法:
- フルファッション靴下と同様の方法で成形
- 袋編組織を利用した成型法:
- 以下の手順で編成
A. ロゴム編みと1/1ゴム編みの組み合わせ
B. 針上山を袋状にし、脚部を編成
C. 後部針床のカムを固定し、踵部を成形
D. 踵の曲線に沿って成形し、足底部と連結
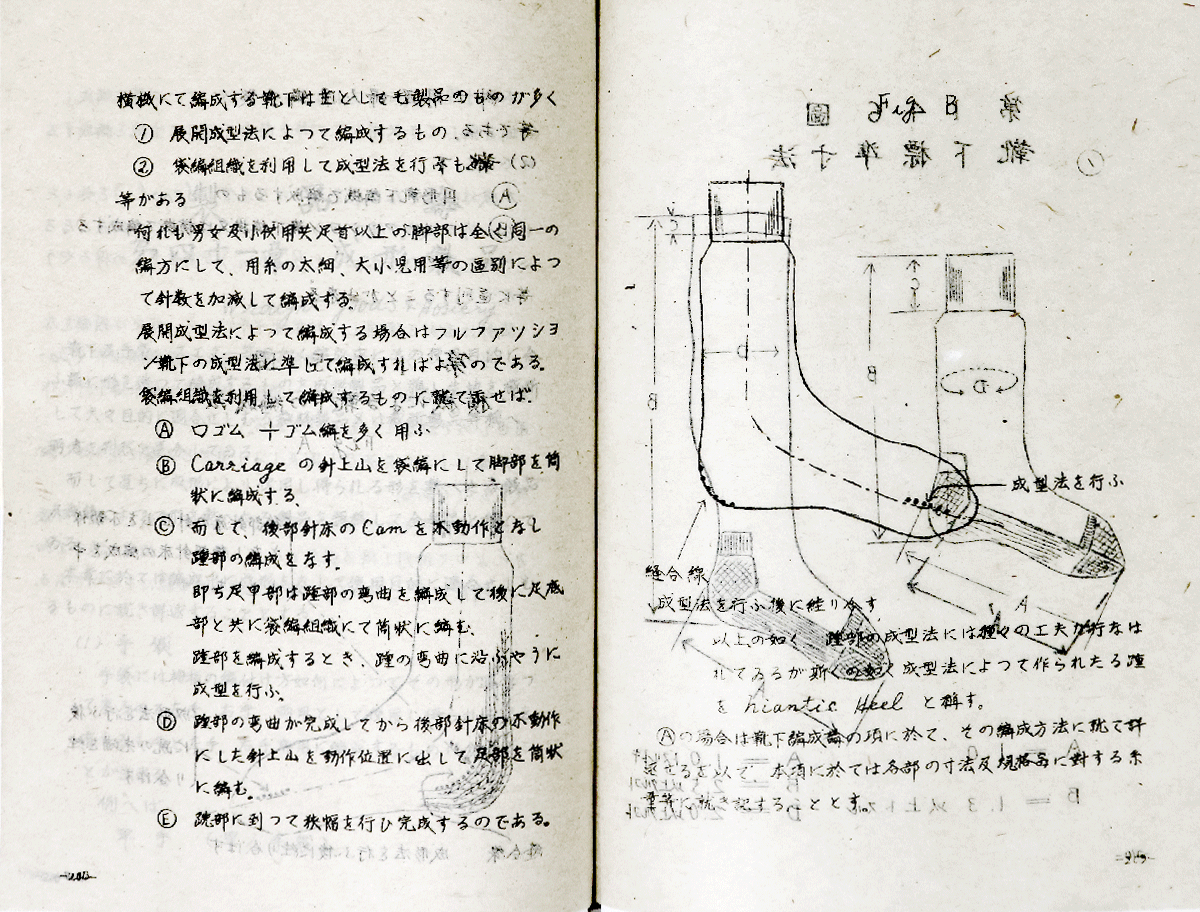
Fig.B 縫合線
踵部の成形には「Hiantic Heel」と呼ばれる手法が使われます。
原典 P210-P211
靴下の標準寸法
近年、靴下のサイズはセンチメートル(cm)で表記されるようになりましたが、従来の日本の足袋の寸法と比較すると、以下のような基準が用いられています。
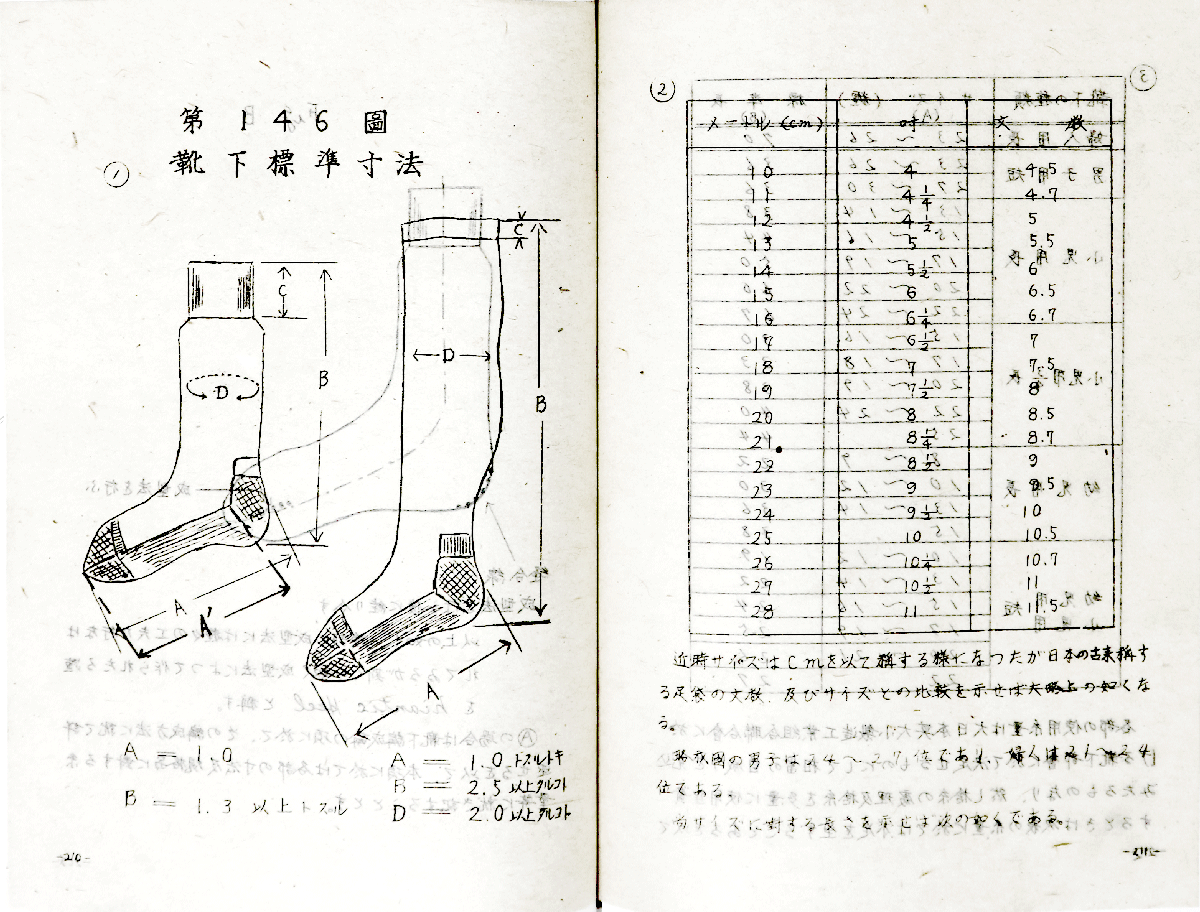
第146図 靴下標準寸法
原典 P212-P213
糸の使用量について
靴下の各部で使用される糸量は、大日本メリヤス製造工業組合聯合の靴下部門で定められた基準に基づいています。
使用される糸の種類や量について、次の点に注意が必要です。
- 糸の配分には細心の注意が求められる
- 資源の有効活用と持続可能な生産を考慮する
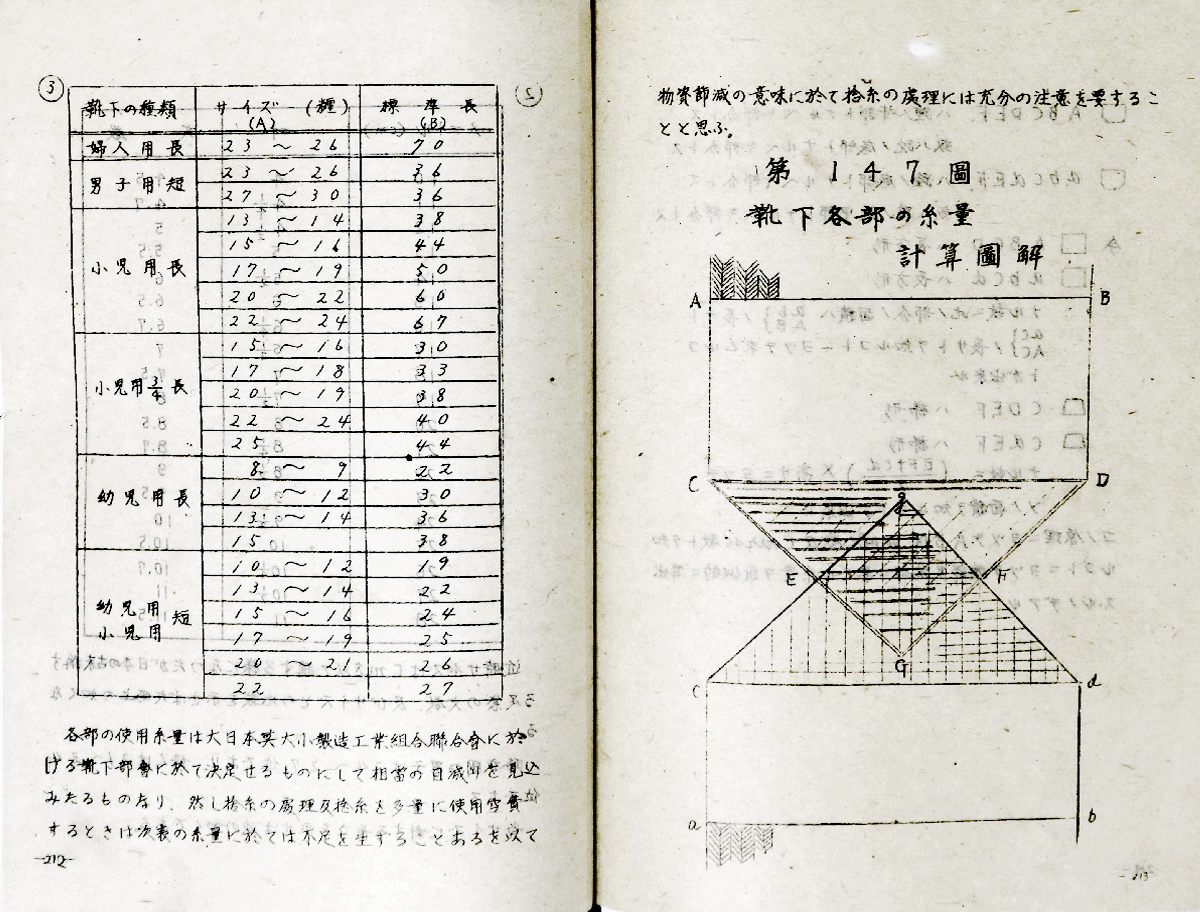
第147図 靴下各部の糸量
原典 P214-P215
靴下の構造と計算
靴下の踵部分の構造は、以下のように分類されます。
- ABCD: 踵の底部分
- abcdef: 踵の甲部分
長さと幅から面積を算出し、使用する糸量を計算します。
これにより、靴下のサイズや規格に応じた最適な糸配分を決定できます。
原典 P216-P217
(3) 外衣および下着類
A. 帽子
帽子の形状は流行に応じて年々変化しています。以下のような種類があります。
- 幼児用防寒帽
- 小児・成人用スキー帽
- ベレー帽や婦人用外出帽
春から夏にかけては、薄手の帽子が主流となります。
原典 P218-P219
第148図 幼児用メリヤス帽子
第149図 メリヤス帽子
B. 外衣類
外衣類は、下衣の上に着るもので、メリヤス製品の種類は多岐にわたります。
- 冬の防寒用として軽量なもの
- 春先向けの軽やかなもの
- 初夏向けのレース編みを取り入れたもの
1. ベビードレス
第150図 ベビー・ドレス (Baby Dress)
乳児用の外出着として、便利で暖かく、装飾が不要なデザインが人気です。
編成方法は、裾から編み始め、袖付きの服に仕上げる手法が用いられます。
原典 P220-P221
(3) ベビー用品
ベビー用靴下
第151図 ベビー用靴下
歩き始めた乳児向けに、扁平な編地を筒状に仕上げる簡単な方法で作られています。
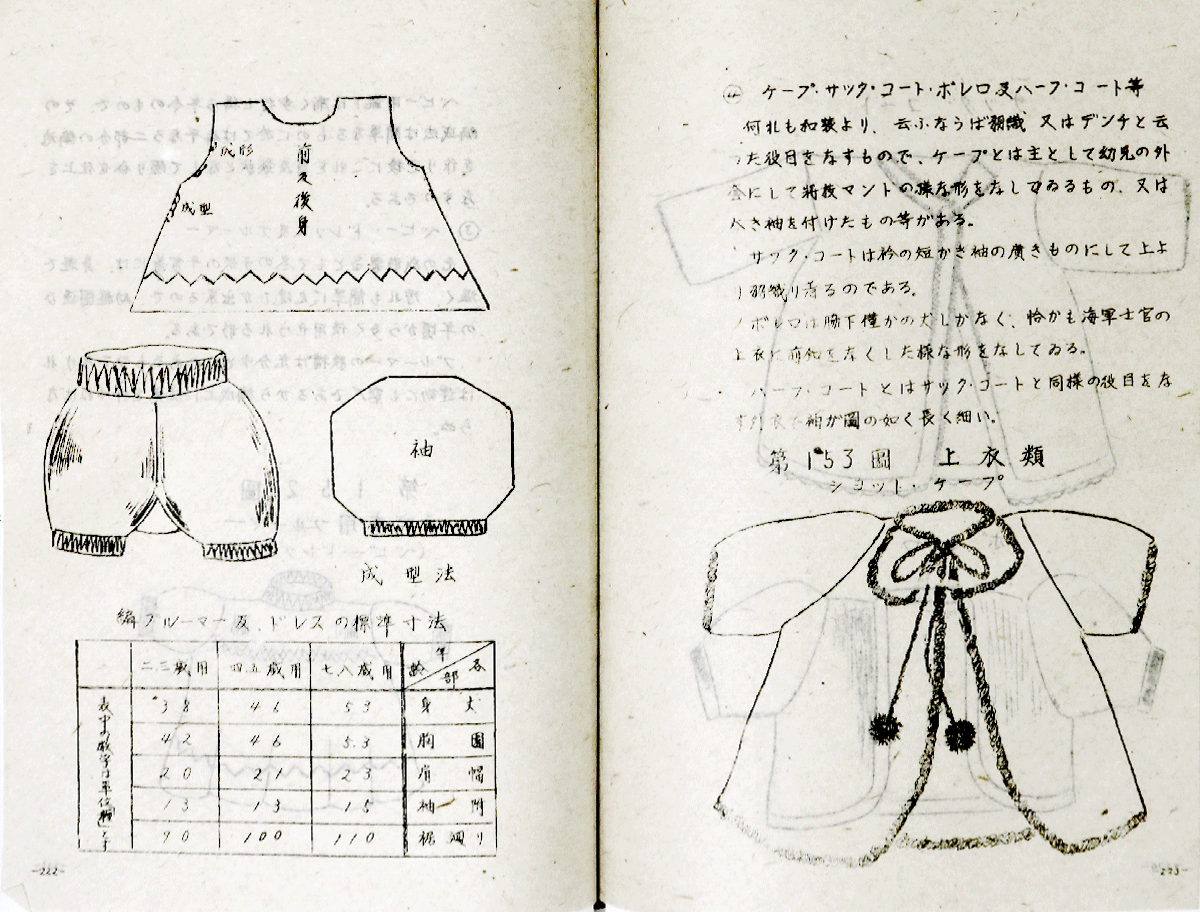
ベビー・ドレスおよびブルーマー
冬用の成形製品として、身軽で暖かく、洗濯も容易なものが多く、幼稚園児などにも広く使われています。
第152図 五六歳用ブルーマー (ベビー・ドレス)
原典 P222-P223
(4) 上衣類
ケープ・サック・コート・ボレロおよびハーフ・コート
和装に由来するこれらのアイテムは、羽織のように軽く、幼児用の防寒着として人気です。
第153図 上衣類 ショートケープ
原典 P224-P225
(5) レギンス・スカート・ロンパース
レギンスは幼児向け防寒着として広く使用され、膝から下が太めのデザインが特徴です。
スカートは幼児や小学生向けに、防寒も兼ねた実用的なアイテムとして作られます。
ロンパースは上下が一体化され、動きやすい構造となっています。
第154図 レギンスその他
原典 P226-P227
(6) チョッキ・腰巻・巻き物
チョッキ
動きやすさと防寒性を兼ね備え、肩に余裕を持たせたデザインが特徴です。
巻き物
一般的な防寒用アイテムで、二重仕立てにすることで保温性が向上します。
第155図 チョッキその他
原典 P228-P229
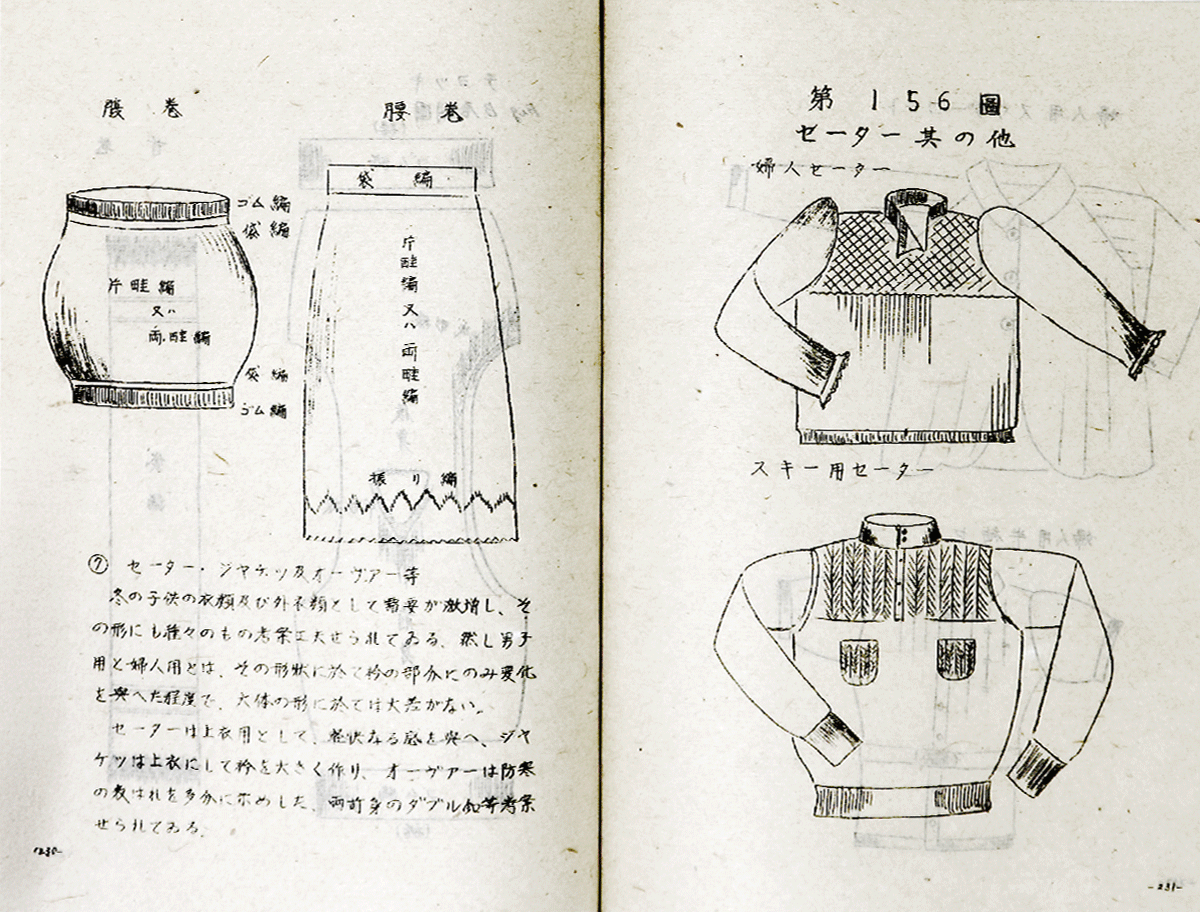
(7) セーター・ジャケット・オーバー
セーターは軽快なデザインを追求し、ジャケットは衿を大きめに、オーバーは防寒性を重視した設計になっています。
第156図 セーターその他
原典 P230-P231
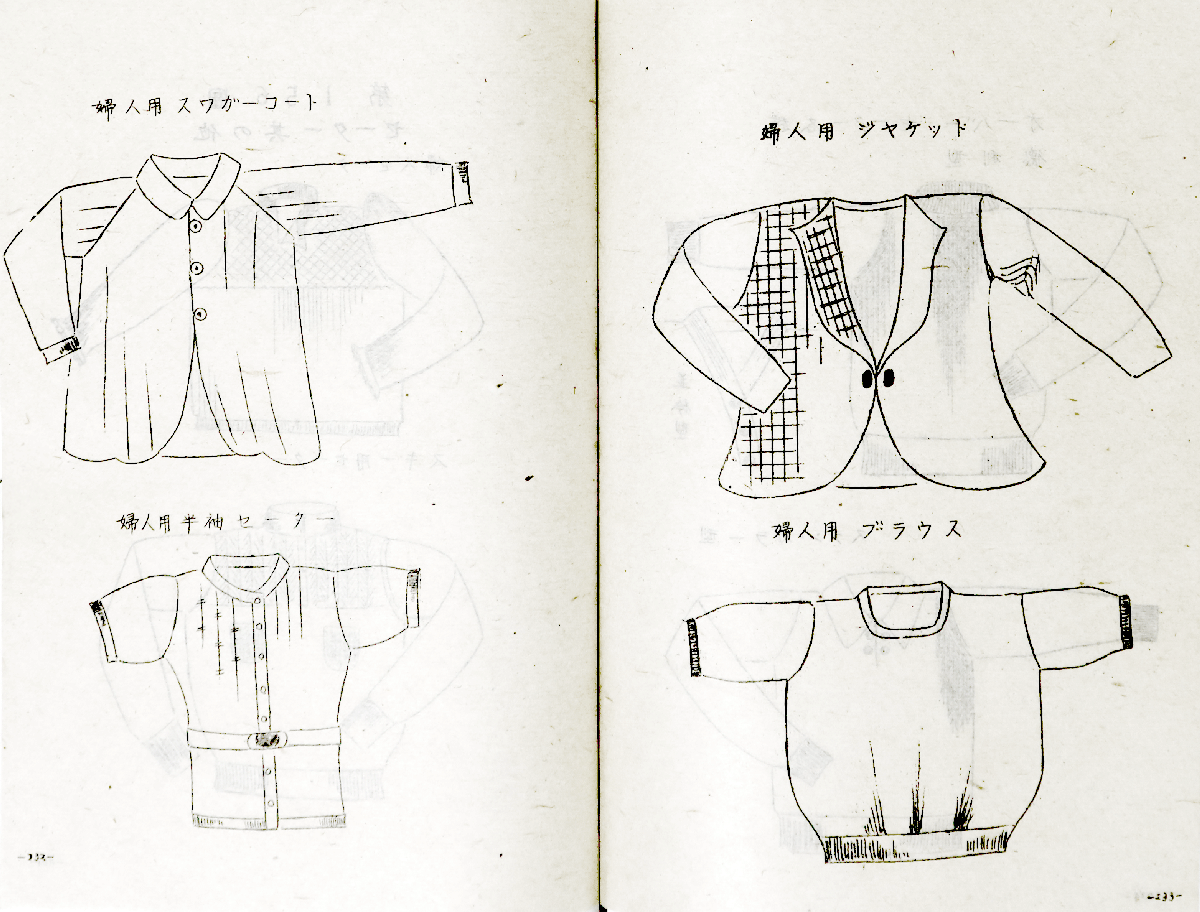
(8) 婦人用衣類
婦人用衣類は、セーター、ジャケット、ブラウスなど多様な種類があり、デザインや素材によってさまざまなシーンで活用されます。
婦人用スワガーコート
婦人用ジャケット
婦人用ブラウス
原典 P232-P233
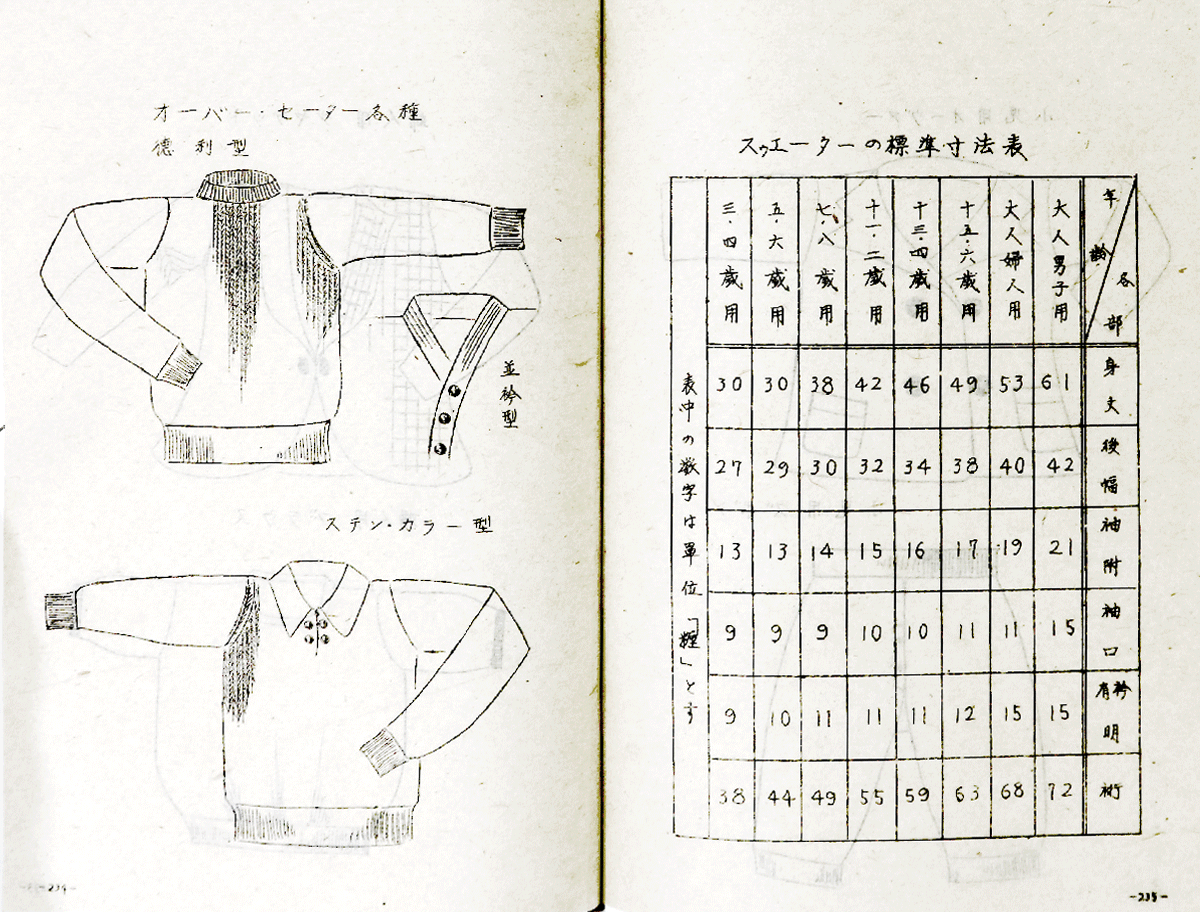
(9) オーバー・セーター各種
これらの製品には、徳利型、並珍型、ステン・カラー型など、さまざまな形状があり、用途に応じた選択が可能です。
スウェーターの標準寸法表
原典 P234-P235
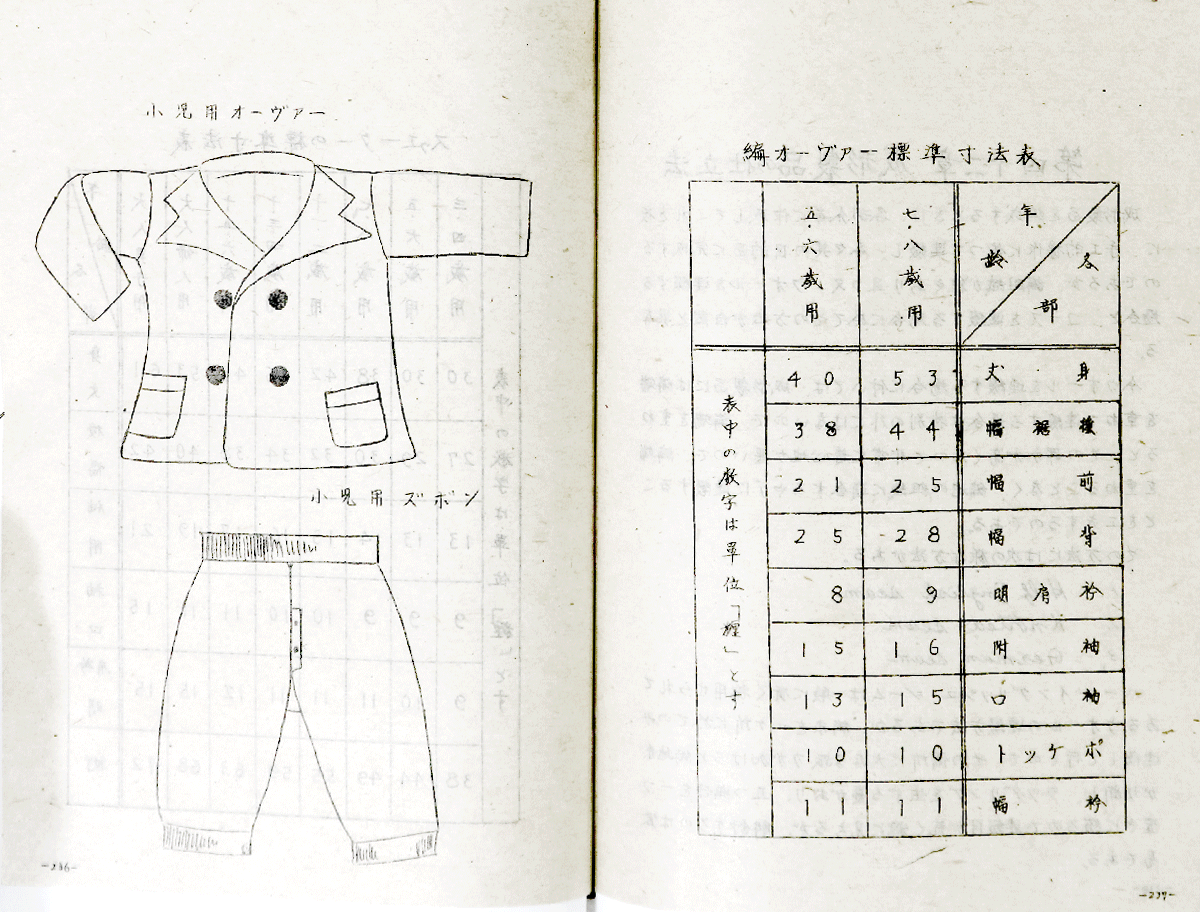
(10) 小児用衣類
小児用のオーバーやズボンは、動きやすさと保温性を考慮し、適切なサイズで作られます。
小児用オーバー・小児用ズボン
原典 P236-P237
修正した内容をご確認ください。
第四十二章 成形製品の仕立法
成形製品を作成する際には、各部位を個別に編成し、それらを手作業で適切に連結し、目的に応じた完成形に仕上げます。
編み組織の種類や縫い目(スウォール)の連結方法、コース(段階)を連結する方法には、製品の用途に応じた多様な手法が存在します。
成形製品における縫合では、通常、編地の端を重ねて接合する方法は避けられます。これは、重ねることで着用時に膨らみが生じ、快適さを損なうためです。そのため、編地の特性に合わせた工夫が求められます。
代表的な連結方法には以下の3つがあります:
- ハーフ・イングリッシュ・シーム (Half English Seam)
- 1箇所のみを連結する手法で、単純な構造のため解きやすいですが、連結部分に負荷がかかると糸のほつれが生じやすいです。
- 目が粗くなる特徴がありますが、扱いやすさの面で広く採用されています。
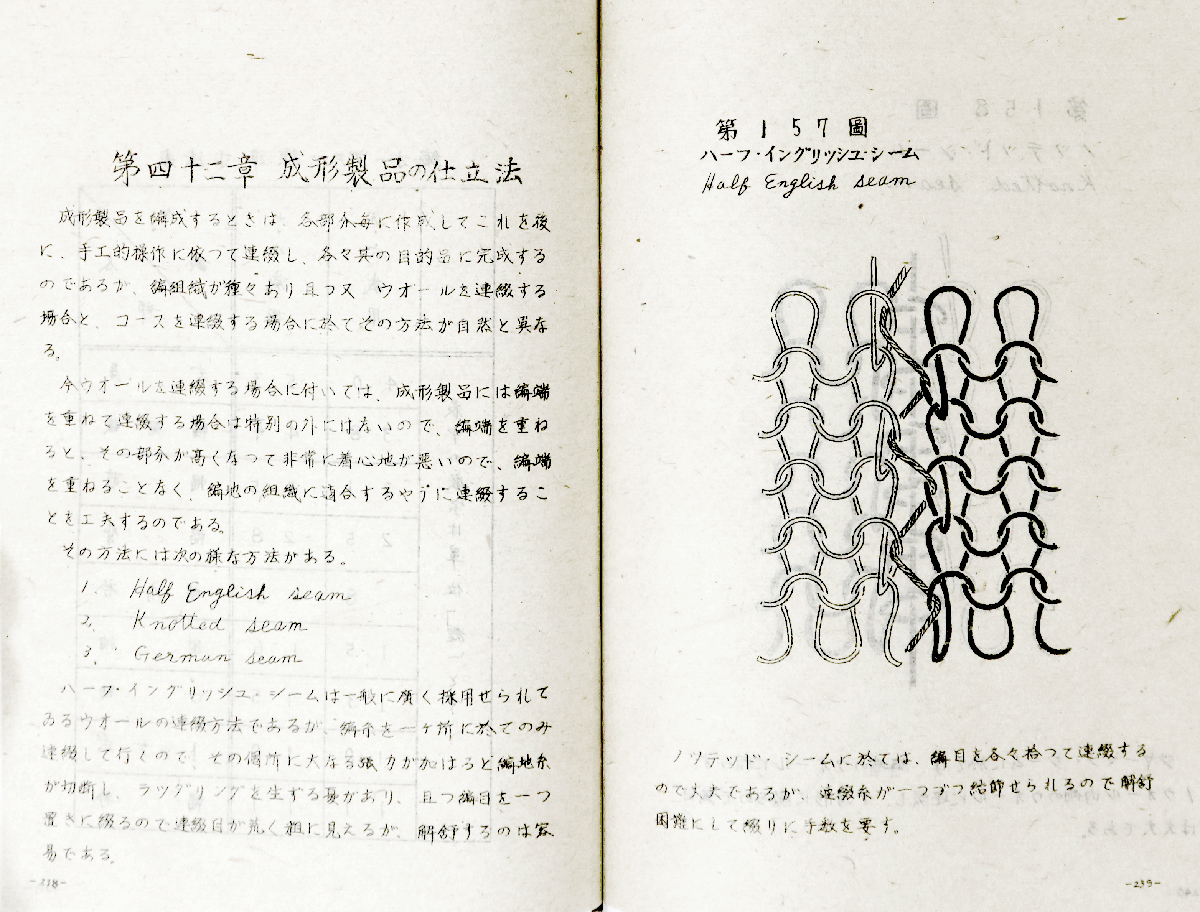
第157図 ハーフ・イングリッシュ・シーム
原典 P240-P241
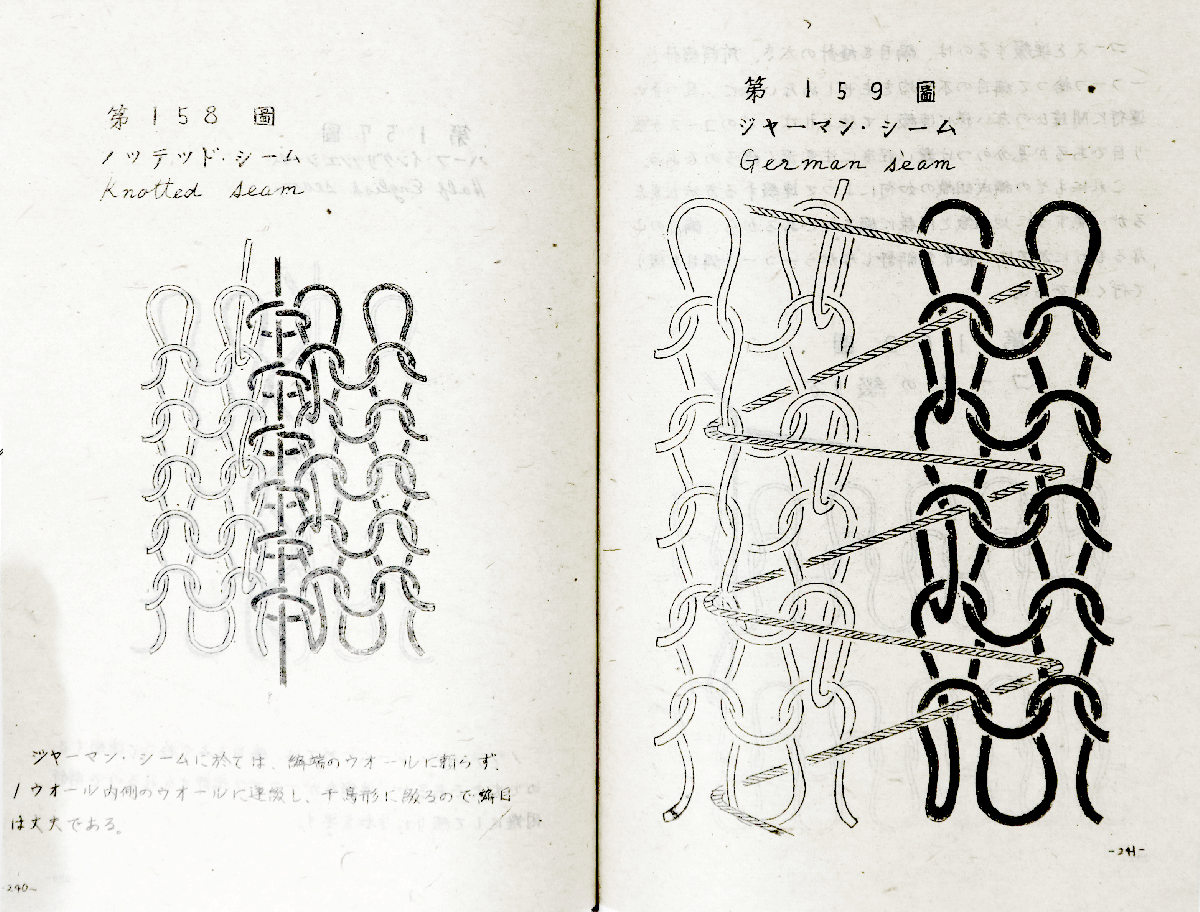
- ノッテッド・シーム (Knotted Seam)
- 目を拾いながら連結するため、強度が高く耐久性に優れています。
- ただし、綴じ方が細かいため、解く際に手間がかかります。
第158図 ノッテッド・シーム
- ジャーマン・シーム (German Seam)
- 編み端に依存せず、千鳥形に綴ることで強度を高めた方法です。
- 目が整い、均一な仕上がりになるのが特徴です。
第159図 ジャーマン・シーム
原典 P242-P243
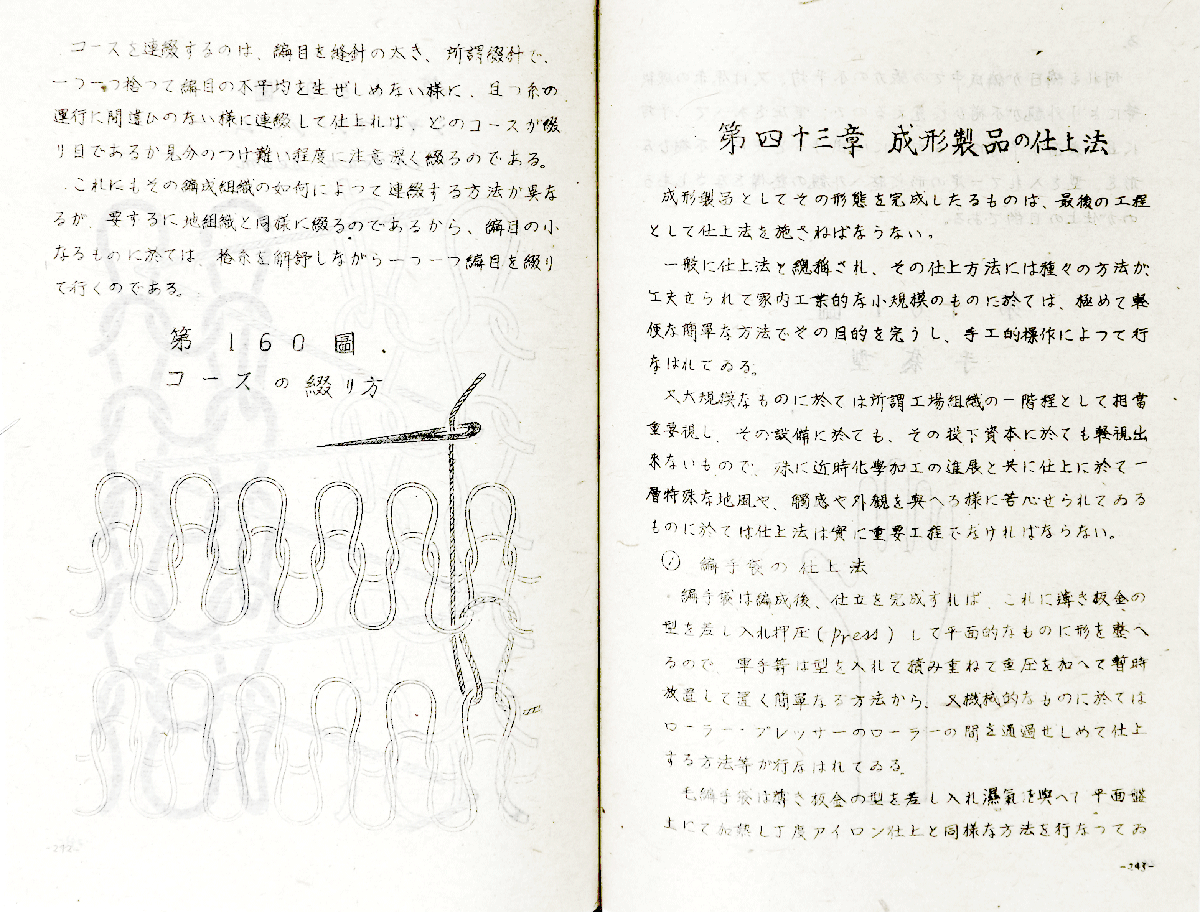
コースを連結する際は、目の均等を保つため、適切な縫い方や針の選択が重要となります。
綴じ方を誤ると、目の流れが乱れ、製品の品質が損なわれるため、細心の注意を払って行う必要があります。
第160図 コースの綴り方
第四十三章 成形製品の仕上法
成形製品が完成した後、最終工程として「仕上げ作業」が必要となります。
仕上げ作業は、製品の外観や触感を決定づける重要な工程であり、家庭レベルでは簡易な方法が取られますが、工場レベルではより高度な設備が必要とされます。
近年では、仕上げに特殊な加工技術を施し、製品の品質向上が図られています。
特に、風合いや形状を整える工程では、精度の高い機械を使用するケースも増えています。
1. 編手袋の仕上法
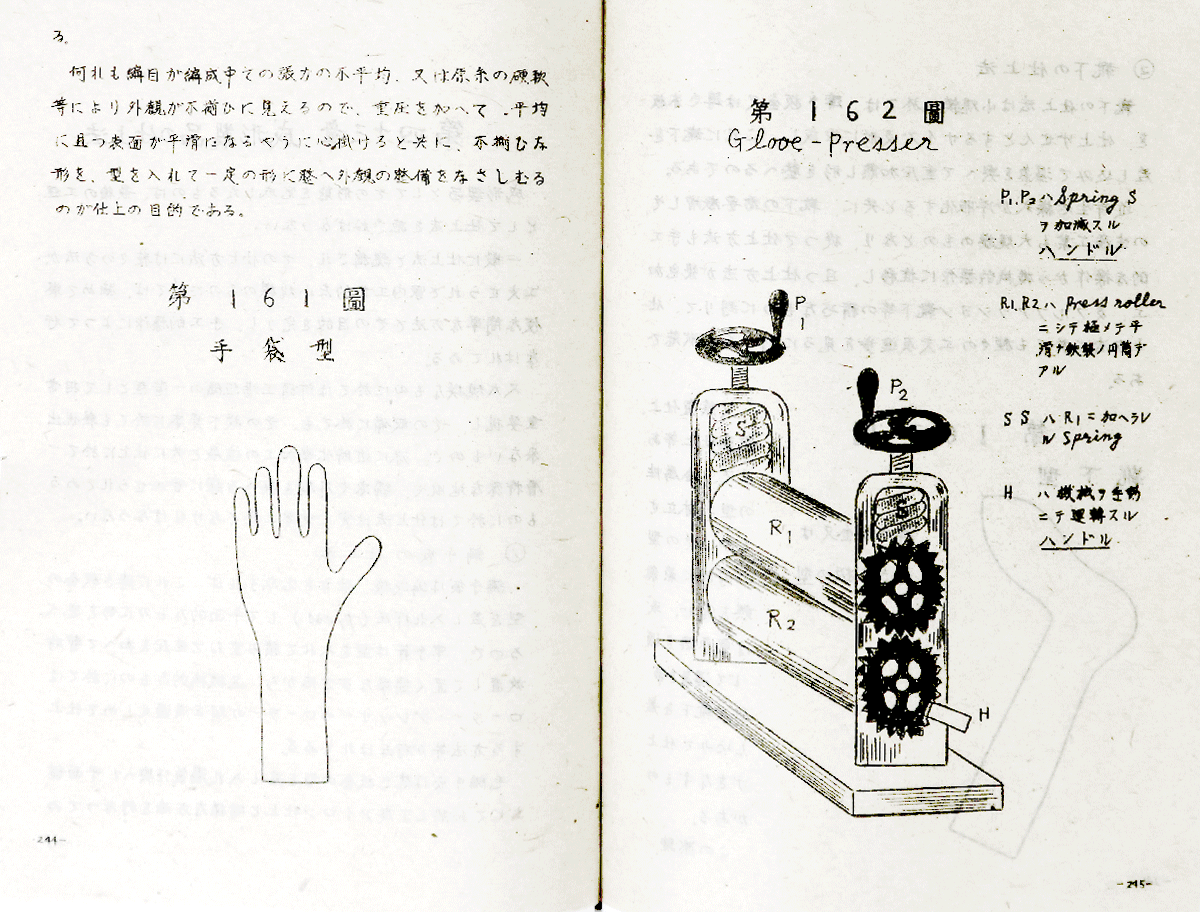
編手袋は、編成後に型板を挿入して形状を整えます。
軍手などの実用的な手袋は、積み重ねて重圧をかける簡易な方法が用いられることが多く、量産向けにはローラー・プレス機による仕上げが採用されます。
毛糸製の手袋では、湿気と熱を加えた後、アイロンで仕上げることで形状を安定させます。
第161図 手袋型
第162図 Glove-Presser
原典 P244-P245
2. 靴下の仕上法
靴下の仕上げでは、サイズに合わせた型を用いて、熱と圧力を加えることで形状を整えます。
現在では、手作業から機械仕上げへと移行が進み、より効率的な仕上げ方法が採用されています。
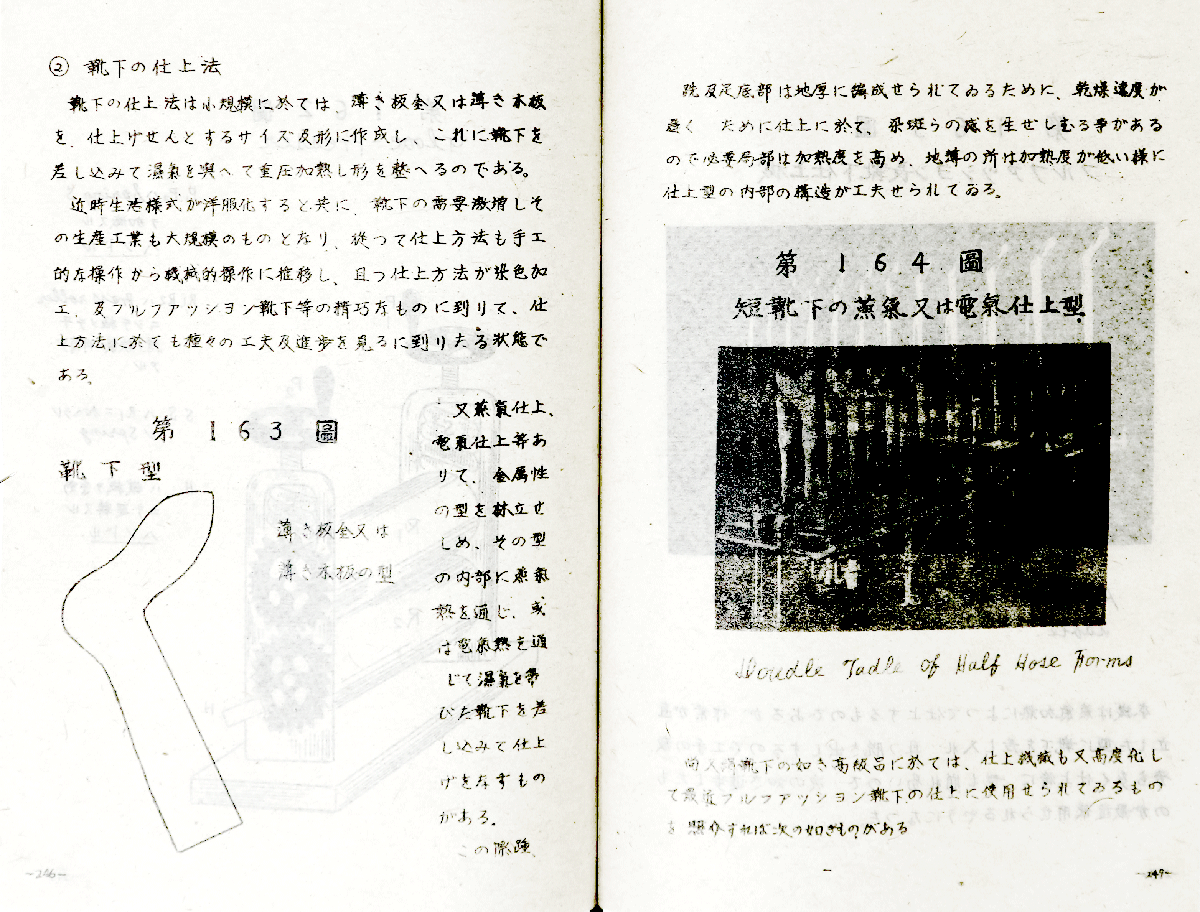
電熱式の仕上げ機を使用することで、踵や足底部の厚みを考慮しながら均一に仕上げる工夫がなされています。
第163図 靴下型
第164図 短靴下の電気仕上型
原典 P246-P247
靴下の仕上げには、以下のような高度な機械が活用されています:
-
フルファッション靴下仕上機
靴下を差し入れた状態で蒸気加熱を行い、形状を整える装置です。
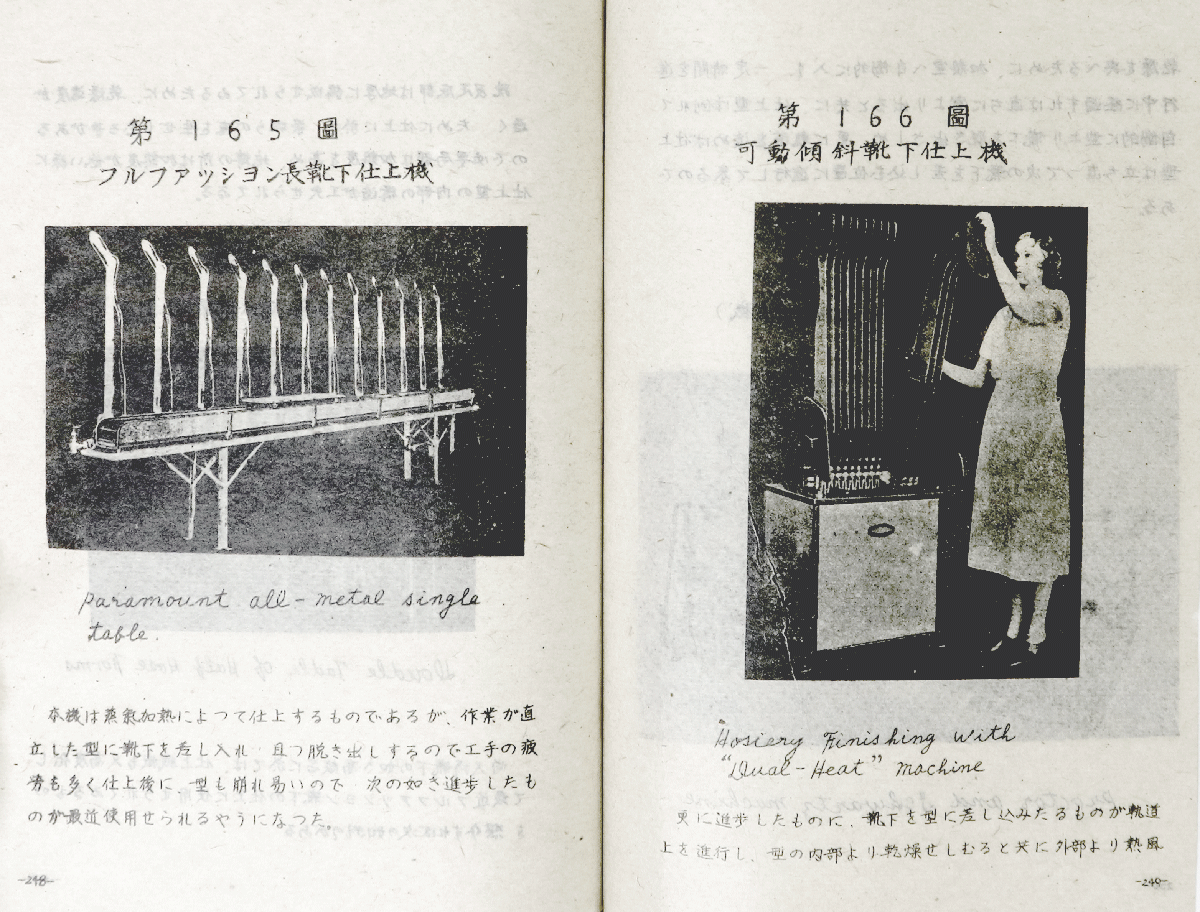
第165図 フルファッション長靴下仕上機 -
可動傾斜靴下仕上機
熱風を送り込むことで、より精巧な仕上げを実現します。
第166図 可動傾斜靴下仕上機 -
自動脱出フルファッション靴下仕上機
完成後に自動的に靴下を型から外し、効率的な作業を実現します。
第167図 プロクター・アンド・シュワルツ機
原典 P248-P249
3. 毛製成形製品の仕上法
横編機やコットンロータリーフレームなどで編成される毛製品は、手作業による仕上げが主流となっています。
特に、スエードやオーバーコートなどは、アイロン加熱や圧力を加えて形を整えます。
- 胴体部分は、針金製の型を挿入し、アイロンで圧力をかけて仕上げます。
- 袖部分も同様に仕上げを行い、製品全体のバランスを整えます。
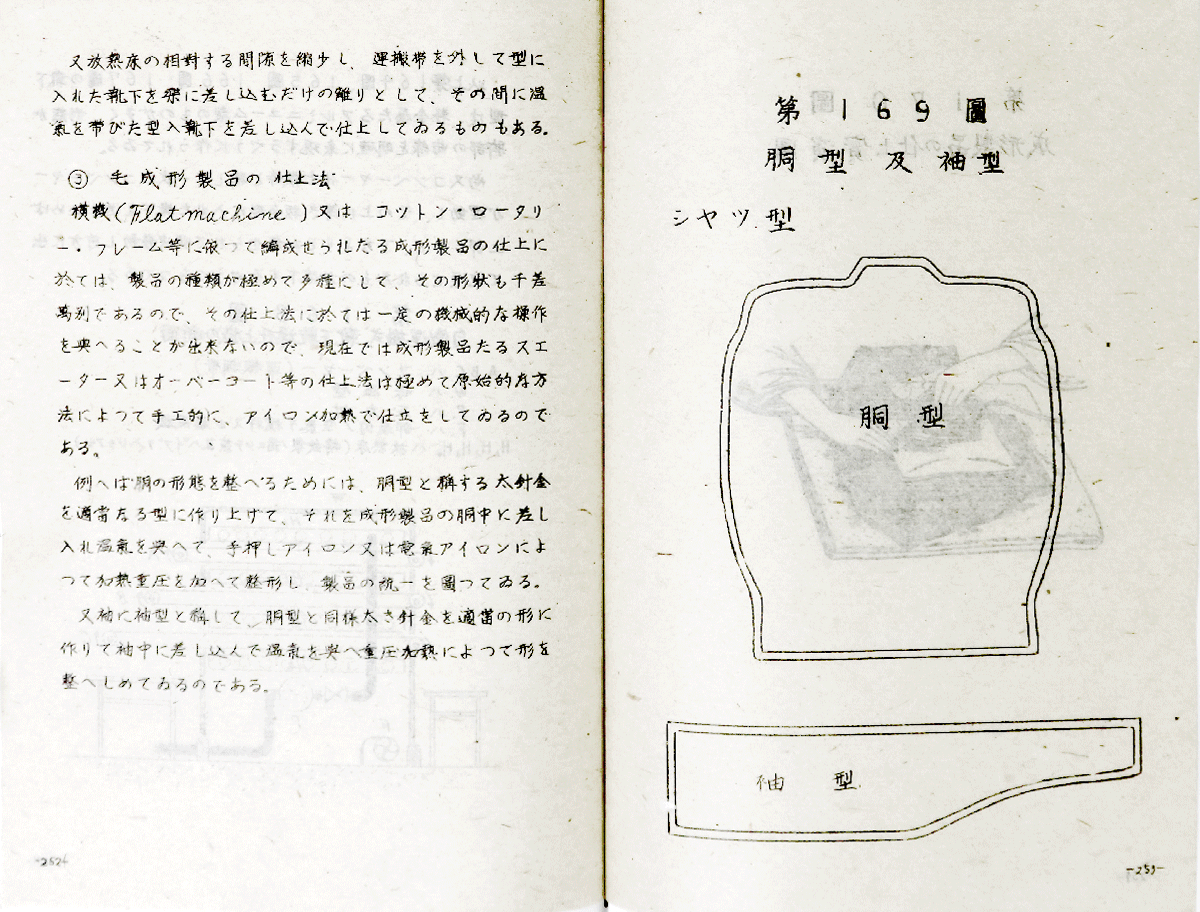
第169図 胴型および袖型
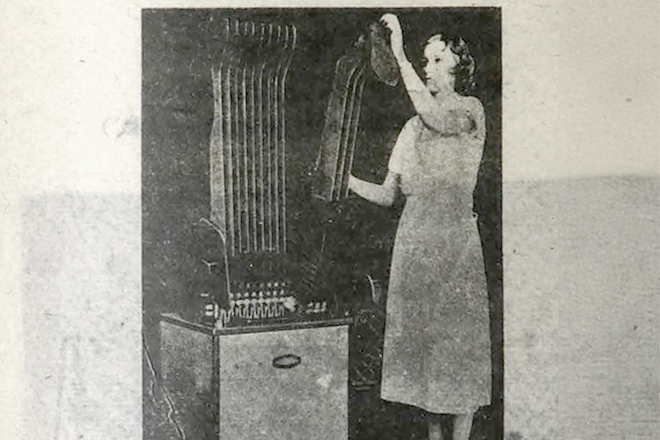
第170図 成形製品の仕上実演
原典 P250-P251
製品論
第四十一章 成形製品 Wrought Goods & Hosiery
靴下、手袋、セーターなどの編成中に、その使用目的に合った形を作って構成するものを成形製品とし、素材を断ち切り、それぞれの目的に適合する裁縫製品は裁断製品として区別されます。成形により使用する形に整えた製品は、裁縫によって形を整える製品と合わせて、全製品として分類されます。成形の目的は、使用目的に適合する形を作ることです。
(1) 手袋
手袋には、指の編み付け方によってその形が異なり、左手、右手、両用として使用できる形を有するものと、左手、右手専用に編成されるものがあります。
例としては、
- 軍手(軍人手袋)
- 紳士・婦人用
などがあります。
(2) 靴下
A. 円形靴下編機で編成するもの
B. フルファッション靴下編機または横編機で構成するもの
第145図 横編機による靴下の編成法
Fig.A
原典 P208-P209
横編みで編成する靴下は、主に毛製品に多いです。
- 展開成型法によって編成するもの
- 袋編組織を利用して成型法を行うもの
これらは、男女および小児用の足首以上の脚部を同一の編方で編成し、用糸の太さや、大小児用に応じて針数を調整して編成されます。
展開成型法で編成する場合は、フルファッション靴下の成型法に準じて編成します。袋編組織を利用して編成する場合は、以下の方法があります。
A. ロゴムと1/1ゴム編みを多く使用
B. Carriageの針上山を袋にして脚部を編成する方法
C. 手袋において、後部針床のCamを不動作にして構成を行います。
すなわち、足中部は踵部の曲線に沿って編み、後に足底部と共に袋編組織で筒状に編みます。踵部を成形するときには、踵の曲に沿うように成型を行います。
D. 踵部の曲が完成した後、後部針床の不動作を解除し、針上山を動作位置に戻して足部を筒状に編み、完成します。
Fig.B 縫合線
踵部の成型法にはさまざまな工夫が施されており、これらの成型法によって作られる踵は「Hiantic Heel」と呼ばれます。
Aの場合は靴下編成の項で詳述されているため、ここでは各部の寸法および規格品に対する基準が記載されています。
原典 P210-P211
第146図 靴下標準寸法
近年、サイズはcmで表されるようになりましたが、日本の古来の足袋の寸法およびサイズとの比較を示すと、上記のようになります。
原典 P212-P213
各部の使用量は、大日本メリヤス製造工業組合聯合の靴下部門に決められた基準に基づいており、相当量の糸が使用されます。しかし、糸の理系を多量に使用する際には、以下の点に注意が必要です。糸の理には十分な注意が必要であり、資源の減少に配慮する必要があります。
第147図 靴下各部の糸量
計算図解
原典 P214-P215
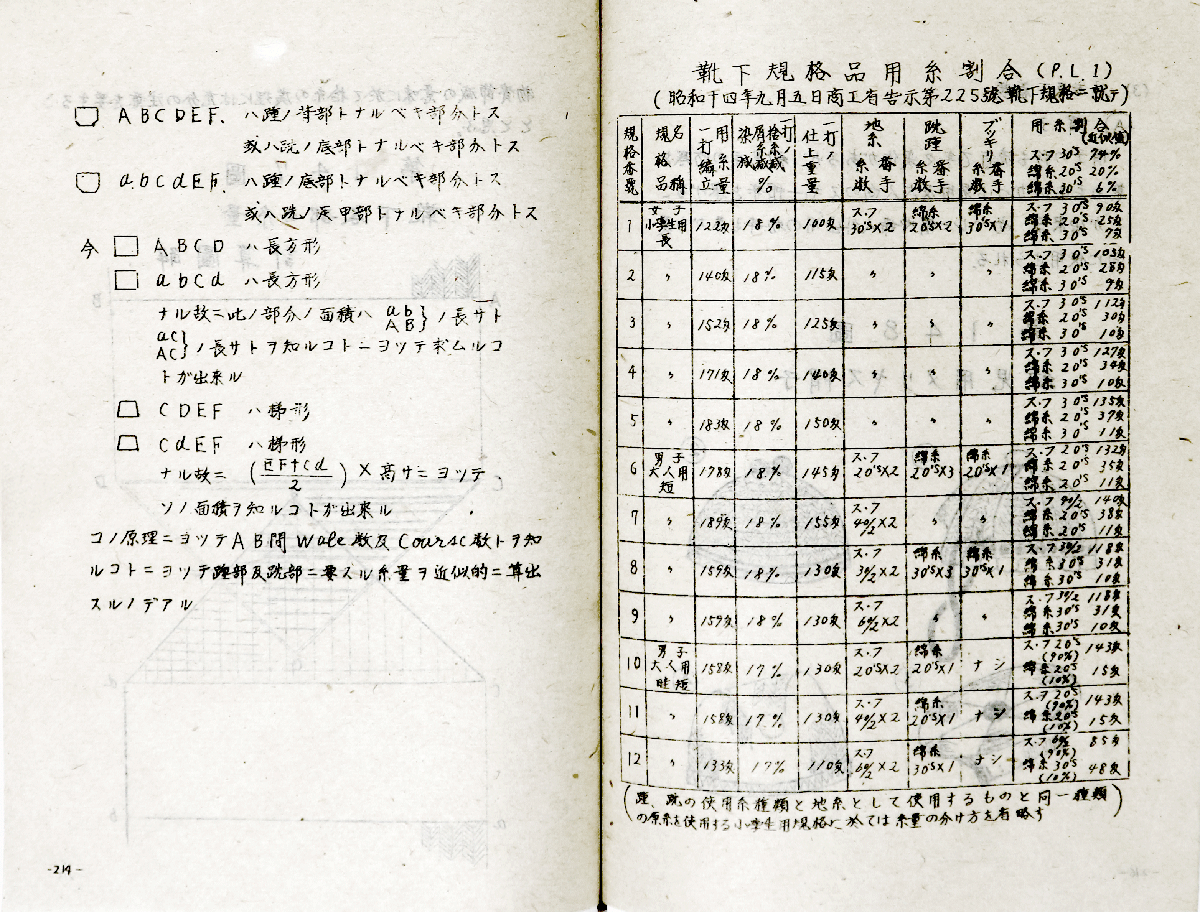
□ ABCDEF: は踵の部分となるべき部分とする、あるいは踵の底部分となるべき部分とする
□ abcdef: は踵の底部となるべき部分とする、あるいは踵の甲部分となるべき部分とする
今 □ ABCD: は長方形 □ abcd: は長方形
□ ABCD: は櫛形
□ abcd: は櫛形
その面積は長さと幅から計算できます。
この原理に基づき、AB間のウェール数およびカワリ数を知ることで、踵部および院部の必要な糸量を近似的に算出できます。
靴下規格品の糸割合 (P.L.1)
(昭和十四年九月五日商工有告示第225号靴下規格に関する通知)
踵部の使用糸種類と地系として使用するものと同一の種類の糸を使用します。
小学生用の規格においては、糸の分け方が省略されることがあります。
原典 P216-P217
(3) 外衣および下着類
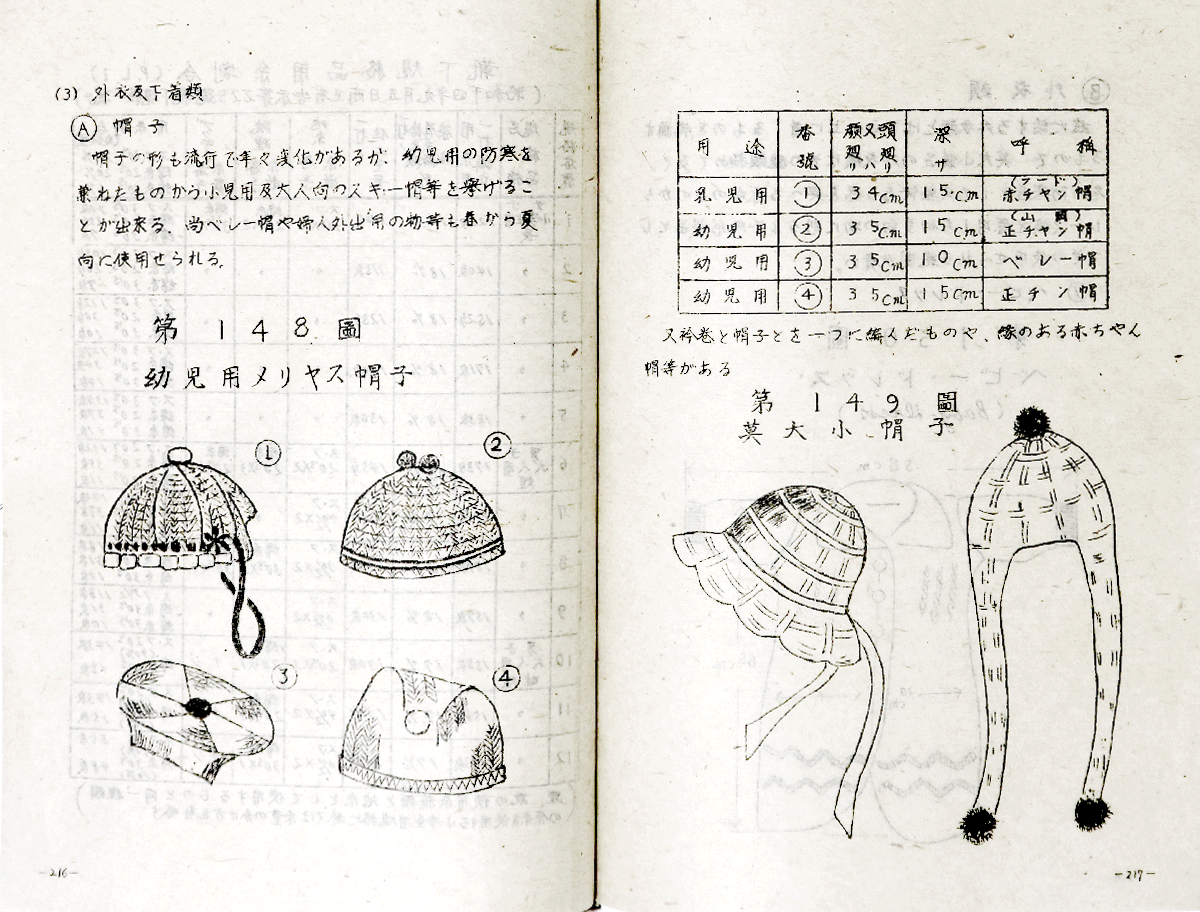
A. 帽子
帽子の形も流行に合わせて年々変化しますが、幼児用の防寒帽子から、小児用および大人向けのスキー帽に至るまで、様々な種類があります。ベレー帽や婦人用の外出用帽子なども春から夏にかけて使用されます。
第148図 幼児用メリヤス帽子
第149図 メリヤス帽子
原典 P218-P219
B. 外衣類
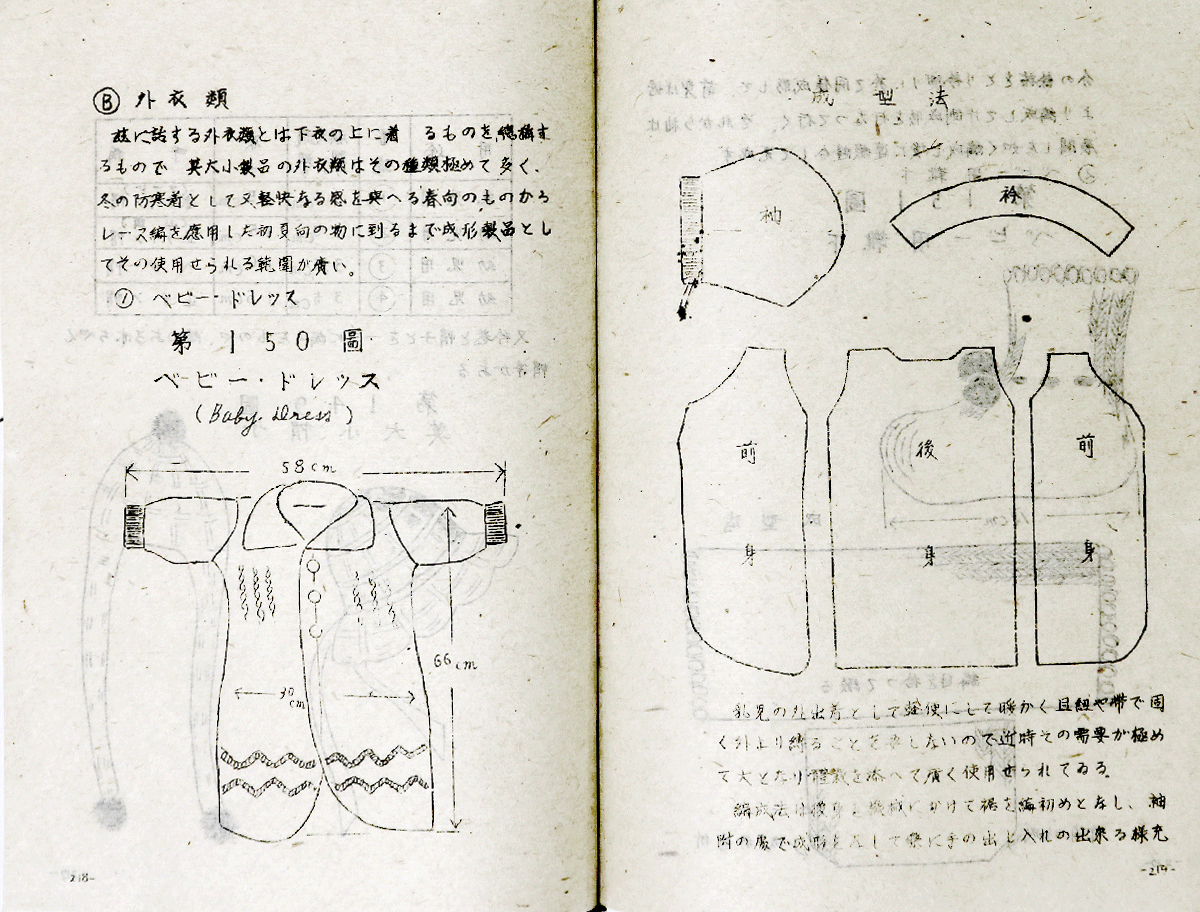
外衣類とは、下衣の上に着るもので、メリヤス製品の外衣類は種類が非常に多く、冬の防寒着として軽快な感覚を与える春向けのものから、レース編みを使用した初夏向けのものに至るまで、成形製品として幅広く使用されています。
- ベビードレス
第150図 ベビー・ドレス (Baby Dress)
成型法
乳児用外出着として、便利用性が高く暖かいもので、目や帯で外から縛ることが不要なため、近年その需要が急増しており、添えて履く用途にも使用されています。
編成方法は、身頃を機にかけて裾を編み始め、袖付きの服として成形を行い、手が出し入れできるように仕上げます。
原典 P220-P221
現在の糸を使用して同様に成形し、前身頃は裾から編み始め、片側を成形します。その後、袖は展開した方法で編み、最終的に連縫合して完成させます。
-
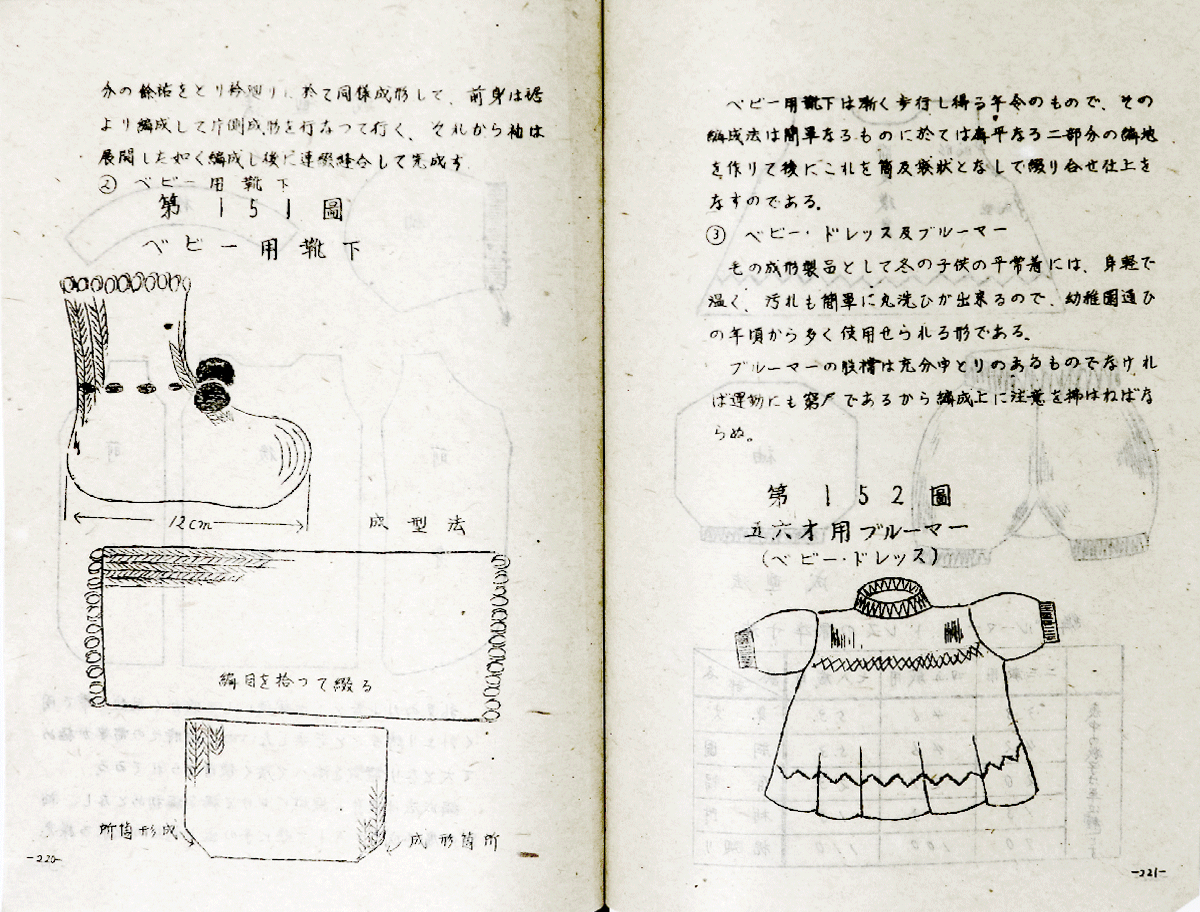
ベビー用靴下
第151図 ベビー用靴下
ベビー用靴下は、歩き始めたばかりの年齢の子供用で、その成形方法は簡単です。扁平な二部分の編地を作り、後にこれを筒状にして綴り合わせて仕上げます。 -
ベビー・ドレスおよびブルーマー
毛製の成形製品として、冬用の子供服には身軽で温かく、汚れも簡単に丸洗いできるものが多く、幼稚園児などの年齢層に広く使用されています。
ブルーマーの脚部は十分なゆとりが必要で、運動に支障が出ないよう編成に注意が必要です。
第152図 五六歳用ブルーマー (ベビー・ドレス)
原典 P222-P223
- ケープ・サック・コート・ボレロおよびハーフ・コート等
これらは和装から派生したもので、言うならば羽織やデンチの役割を果たします。ケープは主に幼児用外衣で、将校マントのような形をしているものや、大きな袖がついたものがあります。
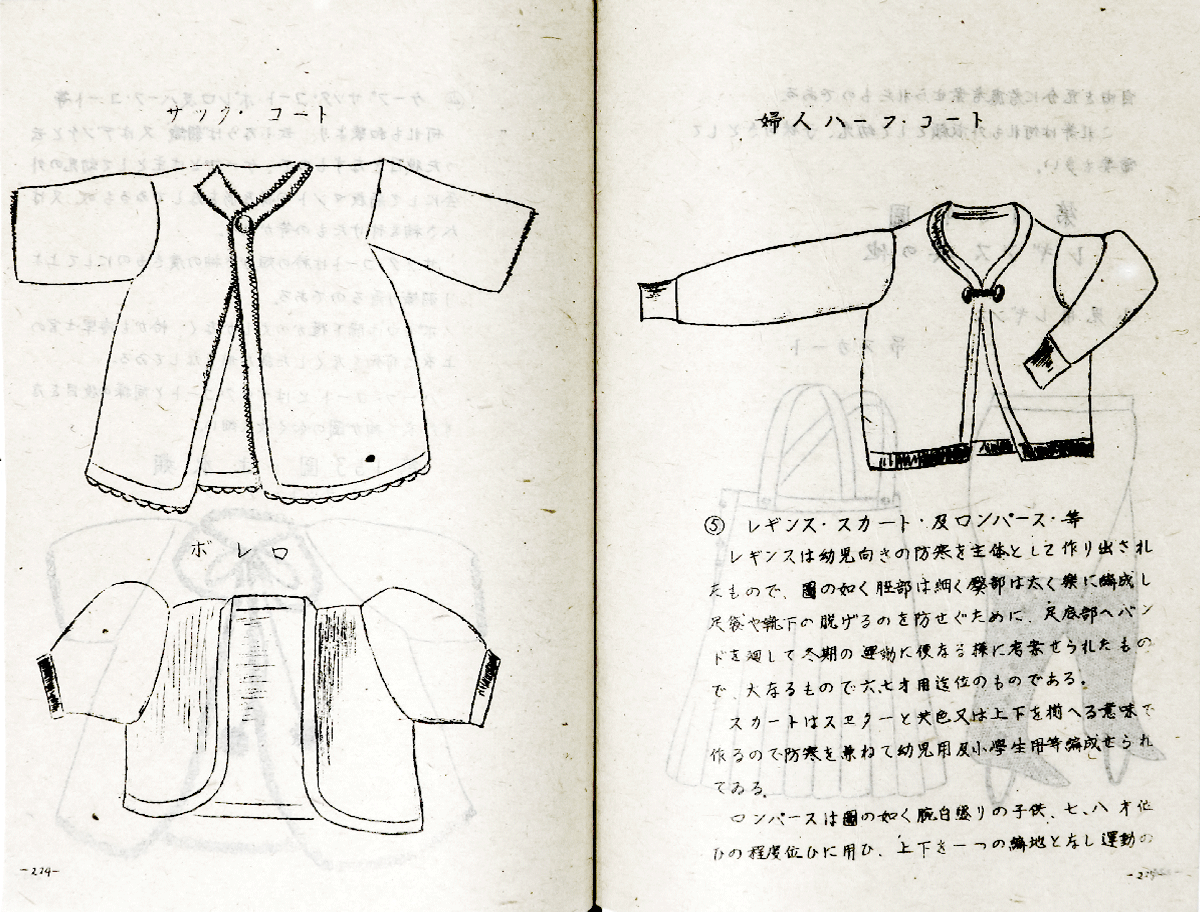
サック・コートは衿が短い袖付きの着物で、上から羽織るように着ます。
ボレロは脇下がわずかで、海軍士官の上衣のように前を開けた形をしています。
第153図 上衣類 ショートケープ
原典 P224-P225
サック・コート
ボレロ
婦人ハーフコート
- レギンス・スカートおよびロンパース等
レギンスは、幼児向けの防寒着として作られており、足首部分は細く、膝から下は太く編成されています。足袋や靴下が脱げるのを防ぐため、足底部にバンドがつけられ、冬期の運動に便利なようにデザインされています。
サイズは大きなもので、六七歳用までのものがあります。
スカートは、防寒を兼ねて幼児用や小学生用に編成されることが多く、上下一緒に作られることがあります。
ロンパースは、元気な子供向けに作られ、上下を一つの地で作り、運動に適したデザインとなっています。
原典 P226-P227
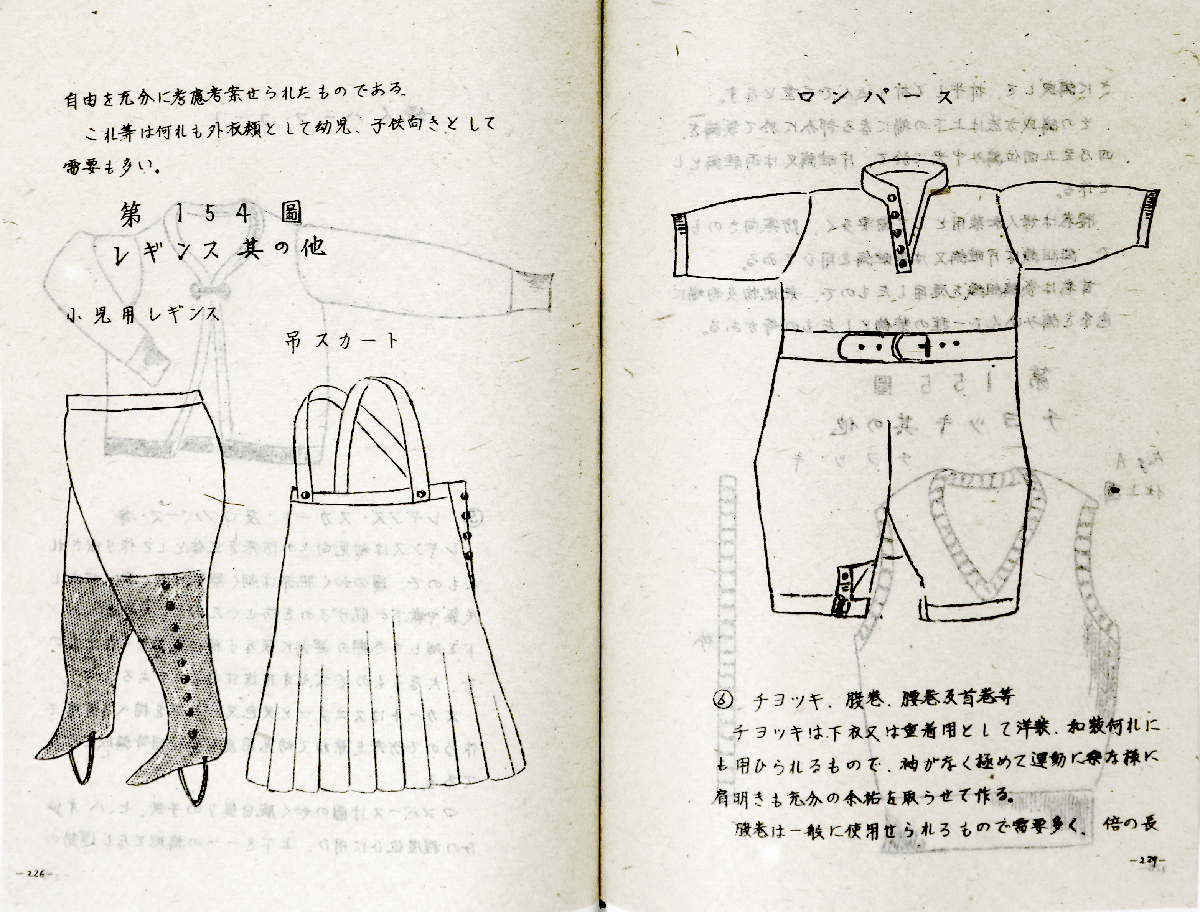
これらは自由な動きができるように考慮されており、すべて外衣類として、幼児や子供向けに需要が多いです。
第154図 レギンスその他
小児用レギンス
吊りスカート
ロンパース
- チョッキ、腰巻、巻き物および首巻等
チョッキは洋装および和装どちらにも使用される下衣で、動きやすく、極めて運動に適したデザインになっています。肩に十分な余裕を持たせて作られています。
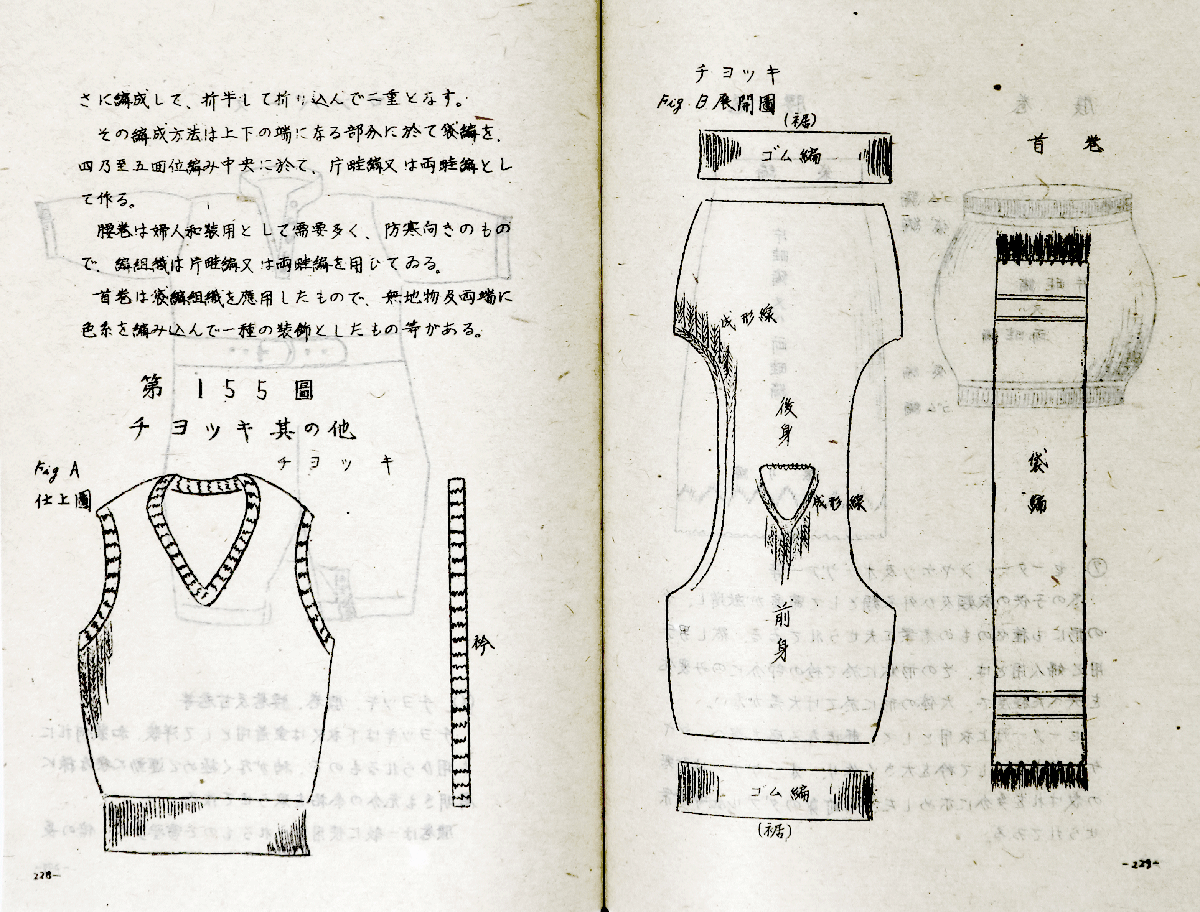
巻き物は一般的に使用されるもので、需要が多く、倍の長さに編成して折りたたみ、二重に仕上げます。
原典 P228-P229
編成方法は、上下の端において緯編みを行い、中央部には片畦編みまたは両畦編みを使用します。
腰巻は婦人和装用として需要が多く、防寒に適した組織で作られます。
首巻は装飾を加えた無地または両端に色糸を編み込んだものもあります。
第155図 チョッキその他
Fig.A 仕上げ図
Fig.B 展開図 チョッキ
原典 P230-P231
- セーター・ジャケットおよびオーバー等
冬の子供用衣類および外衣類として需要が急増し、形も多様に考案されています。男子用と婦人用は、主に衿の形状に違いが見られますが、その他の形状に大きな差はありません。セーターは軽快さを追求し、ジャケットは衿を大きく作り、オーバーは防寒性を重視しています。両前身のダブル仕立ても考慮されています。
第156図 セーターその他
婦人セーター
スキー用セーター
原典 P232-P233
婦人用スワガーコート
婦人用半袖セーター
婦人用ジャケット
婦人用ブラウス
原典 P234-P235
オーバー・セーター各種
徳利型
並珍型
ステン・カラー型
スウェー夕一の標準寸法表
原典 P236-P237
小児用オーバー
小児用ズボン
編成一刀一標準寸法表
原典 P238-P239
第四十二章 成形製品の仕立法
成形製品を構成する際は、各部分を個別に作成して繋ぎ合わせ、手工的操作で連結し、それぞれの目的に応じた製品に仕上げます。組織の種類やスウォール(縫い目)の連結方法、コース(段階)を連絡する場合において、方法が異なります。
現在、ウォールを連結する際、成形製品では端を重ねて連結する場合は特別な場合を除いて行いません。端を重ねるとその部分が膨らみ、非常に着心地が悪くなるため、編端を重ねず、編地の組織に適合する方法で連結する工夫が必要です。
その方法には以下のものがあります。
- ハーフ・イングリッシュ・シーム
- ノッテッド・シーム
- ジャーマン・シーム
ハーフ・イングリッシュ・シームは、一般的に採用されているウォールの連結方法です。糸を一か所でのみ連結するため、その箇所に大きな張力が加わると編地が切断され、ラッグリング(糸のほつれ)が生じる可能性があります。また、目を一つ置きに綴るため、連結目が荒く粗く見えますが、解くのは容易です。
第157図 ハーフ・イングリッシュ・シーム (Half English Seam)
ノッテッド・シームは、日々拾いながら連結するため丈夫ですが、連結糸が細かく結ばれるため解くのが難しく、綴りに手間がかかります。
原典 P240-P241
第158図 ノッテッド・シーム Knotted seams
ジャーマン・シームでは、端のウォールに頼らず、ウォール内側に連絡して千鳥形に綴ります。そのため、目は非常に丈夫です。
第159図 ジャーマン・シーム German seam
原典 P242-P243
コースを連結する際は、縫目と針の太さ、つまり綴じ方を工夫し、目の不均等が生じないようにし、また系(編み目)の運行に間違いがないように慎重に連結して仕上げます。どのコースが目であるか見分けがつかないほど注意深く綴ることが求められます。これも編成組織により方法が異なりますが、基本的には地組織と同様に綴ります。目の小さいものにおいては、糸を解しながら一つ一つ編目を綴りながら進めます。
第160図 コースの綴り方
第四十三章 成形製品の仕上法
成形製品が形態を完成させた後は、最後の工程として仕上げ作業を施さなければなりません。
一般的に仕上げ方法はさまざまな工夫がなされ、小規模な家内工業では極めて簡便な方法で目的を達成し、手工的操作によって行われています。
大規模な生産においては、工場組織の一部として重要視され、設備や投資も無視できません。特に近代化加工が進展する中で、仕上げ作業では特殊な地風や触感、外観を強調するよう工夫が施されています。仕上げは非常に重要な工程とされています。
1 編手袋の仕上法
編手袋は編成後、仕立てを完成させた後、導き板金の型を差し入れて圧力を加え、平面的に形を整えます。軍手などは型を入れて積み重ね、重圧をかけて暫く放置する簡単な方法が一般的です。機械的な方法では、ローラー・ブレッサーのローラーの間を通過させて仕上げる方法もあります。
毛編手袋の場合、導き板金の型を差し入れ、湿気を加えた後、平面盤上で加熱し、アイロン仕上げと同様の方法で仕上げます。
原典 P244-P245
いずれも編成中の張力が不均一であったり、原糸の硬さなどの影響で外観にひび割れが見られることがあります。そのため、重圧を加えて編み目を均等にし、表面を平滑にすることが重要です。また、不揃いな形を型に入れて一定の形に整え、外観を整えるのが仕上げの目的です。
第161図 手袋型
第162図 Glove-Presser
原典 P246-P247
2 靴下の仕上法
靴下の仕上げ方法は、小規模な場合、薄板金または導き板を使って仕上げるためのサイズ反形を作成し、その中に靴下を差し込んで温気を加え、重圧加熱して形を整えます。最近、生活様式が洋服化するとともに、靴下の需要が増加し、その生産工業も大規模になりました。その結果、仕上げ方法も手作業から機械操作に移行し、さらに精巧なものへと進化しました。染色やフルファッション靴下など、仕上げ方法にも多くの工夫と進歩が見られるようになりました。
第163図 靴下型
導き板金または薄い木板の型、あるいは電気仕上げなどがあり、金属製の型を立てて、その内部に熱を通すか、または電熱を通じて蒸気を多くした靴下を差し込み仕上げる方法があります。この際、踵と足底部は厚くなっているため乾燥速度が遅く、仕上げ時に斑点のような感覚が生じることがあります。必要な部分は加熱温度を高くし、他の部分は低く保つように、仕上げ型内部の構造が工夫されています。
第164図 短靴下のまたは電気仕上型
高級な靴下では、仕上げ方法も高度化しており、最近ではフルファッション靴下に使用されるものとして、次のようなものがあります。
原典 P248-P249
第165図 フルファッション長靴下仕上機
Paramount all-metal single table.
本機は蒸気加熱による仕上げを行うもので、作業は直立型に靴下を差し入れて、脱き出しする形になります。そのため、作業者の労力も多く、仕上げ後に型が崩れやすいため、次に示すように改良されたものが最近使用されるようになりました。
第166図 可動傾斜靴下仕上機
Hosiery Finishing with “Dual-Heat” machine
さらに進歩した仕上げ方法では、靴下を型に差し込み、型の内部から乾燥させるとともに、外部から熱風を送り込みながら仕上げを行います。
原典 P250-P251
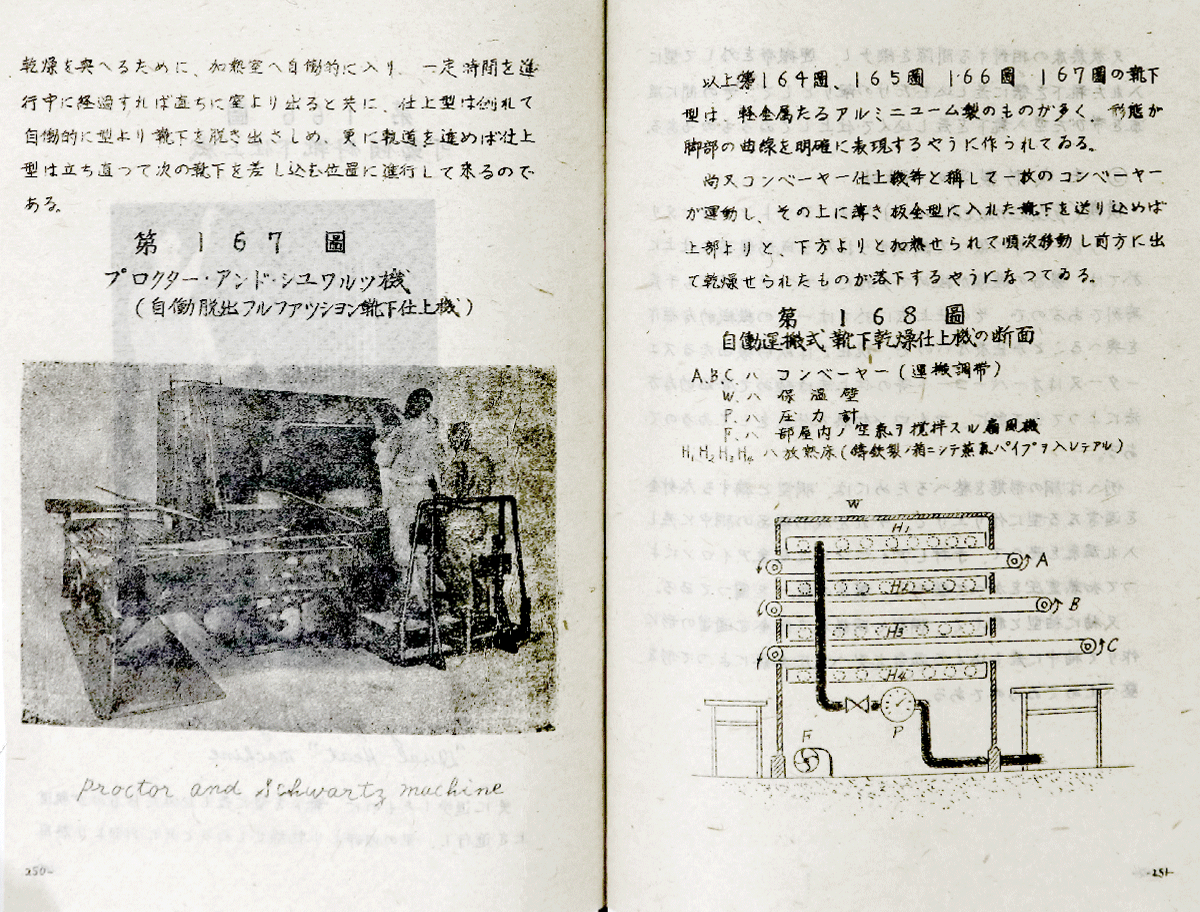
乾燥を促進するために、加熱室に自動的に入っていき、一定時間が経過すれば直ちに取り出され、仕上げ型が倒れて自動的に靴下を型から外します。さらに、軌道を進めると、仕上げ型は元の位置に戻り、次の靴下が差し込まれる仕組みです。
第167図 プロクター・アンド・シュワルツ機 (自動脱出フルファッション靴下仕上機)
Proctor and Schwartz machine.
以上の第164図、第165図、第166図、第167図に示されている靴下型は、軽金属であるアルミニウム製のものが多く、形態や脚部の曲線を明確に表現するように作られています。
コンベア仕上げなどでは、1枚のコンベアが動き、その上に薄い板金型に入れた靴下を送り込むと、上部および下部から加熱され、順次移動して前方に出て乾燥された靴下が落下する仕組みです。
第168図 自動運搬式靴下乾燥仕上機の断面
ABC:コンベア (運搬調帯)
W. :保温壁
P. :圧力計
F. :部屋内の空気を撹拌する扇風機
原典 P252-P253
また、放熱床の間隙を縮小し、運搬帯を外して型に入れた靴下を楽に差し込むことができる隙間を設け、温まった型に靴下を差し込んで仕上げる方法もあります。
3 毛成形製品の仕上法
横編機 フラットマシン(Flat machine)やコットンロータリーフレームなどで編成される毛製の成形製品の仕上げは、製品の種類が非常に多様で、その形状も異なるため、一定の機械的操作を行うことができません。現在、スエードやオーバーコートなどの成形製品の仕上げは、非常に原始的な方法で手作業で行われ、アイロン加熱で仕立てが行われています。
例えば、胴体の形態を整えるためには、太い針金で作った胴型を製品の胴部分に差し入れ、温泉を経て、手押しアイロンまたは電アイロンで圧力を加え整形し、製品の統一を図ります。
また、袖にも同様に太い針金で作った袖型を差し入れて、温泉を経て重圧加熱で形を整えます。
第169図 胴型および袖型
シャツ型
原典 P254-P255
第170図 成形製品の仕上実演