解説メリヤス⑦-裁断製品論
※本書は手書き古書のため、印刷かすれ乱丁などにより正確に汲み取れていない箇所が複数ございます。原典をご確認ください。
原典 P254-P255
※本書は手書き古書のため、印刷かすれや乱丁により正確に読み取れない箇所があります。原典をご確認ください。
裁断製品論 (Cut Hosiery)
第四十四章 メリヤス生地の整理・仕上げ方法
メリヤス生地の整理・仕上げには、多くの工程が含まれます。これらの作業の目的は、以下の要素によって異なります。
- 原料の種類
- 生地の品質(大きさ、目の細かさなど)
- 仕上げ加工の目的
適切な仕上げを施さなければ、生地の品質が低下し、伸縮性や耐久性に影響を与える可能性があります。
反対に、適切な加工を行うことで、生地の手触りや強度を向上させることも可能です。近年、化学処理の進歩により、物理的な補強だけでなく、化学的な方法による特性の向上が図られています。
編成前の原料には、適切な準備的整理・加工が施され、スムーズな製造工程へとつながります。
原典 P256-P257
生産性向上のため、編成前後の化学的処理が欠かせません。整理・仕上げ作業は、製品の品質を左右する重要な要素であり、適切な知識と技術が求められます。
一般的な整理・仕上げ工程は以下の通りです:
- 整理・仕上げの準備作業
- 精練・漂白
- 水処理
- 縮絨(フェルト加工)または塩縮加工
- 起毛処理
- 圧布(プレッシング)
- 艶出し(カレンダー加工)
- 染色・媒染処理
- 脱水
- 焼毛処理
- 乾燥
- 防縮加工
- 幅出しおよび仕上げ
各工程には特有の技術が必要であり、工場ごとに独自の方法が採用されています。
- 整理・仕上げ準備作業
整理・仕上げ前には、生地の補修や裏返し作業が行われます。
A. 編地の補修
「メンディング」とも呼ばれ、針の破損や糸切れ、機械トラブルによる不具合を手作業で修復し、完全な状態に整える作業です。
原典 P258-P259
第171図 補修の例
小物(靴下や手袋)は湯呑形の補修台を用い、崩れた編目を手作業で修復します。
第172図 補修針
- Fig.A ラッチ針(Latch Needle)
- Fig.B ラッチスプーン(Latch Spoon) – 簡単に目を整えるための工夫が施された補修用具
原典 P260-P261
第173図 補修台
Fig.A 小物の補修に使用する
底ゴムを取り付けた金属製の、酒盃のような形をしており、編地をかぶせて傷個所を中央に合わせ、編地の左手で押さえ、補修針でラダリング(Laddering)を補修します。
また、大きな生地の補修方法は大掛かりで、通常、検査を兼ねて補修が行われます。
Fig.B 生地などの大物の補修
編地中に号張りを入れ、伸ばして切ります。
原典 P262-P263
円筒形の地の中へ弓張形の張りを入れて編地を広げ、編成組織の見分けが容易にできるようにして行います。
補修はメリヤス組織を十分に理解した技術者によって、外観を損なわないように丁寧に行う必要があります。
このように補修が完了したものは、編み卸しの際に表面を外にしているため、整理や仕上げに不便があるため、裏返し作業が行われます。
編地の裏返し作業は比較的簡単ですが、長い編地を裏返すためには比較的多くの労力が必要となるため、種々の簡便な方法を講じて裏返しを行っています。
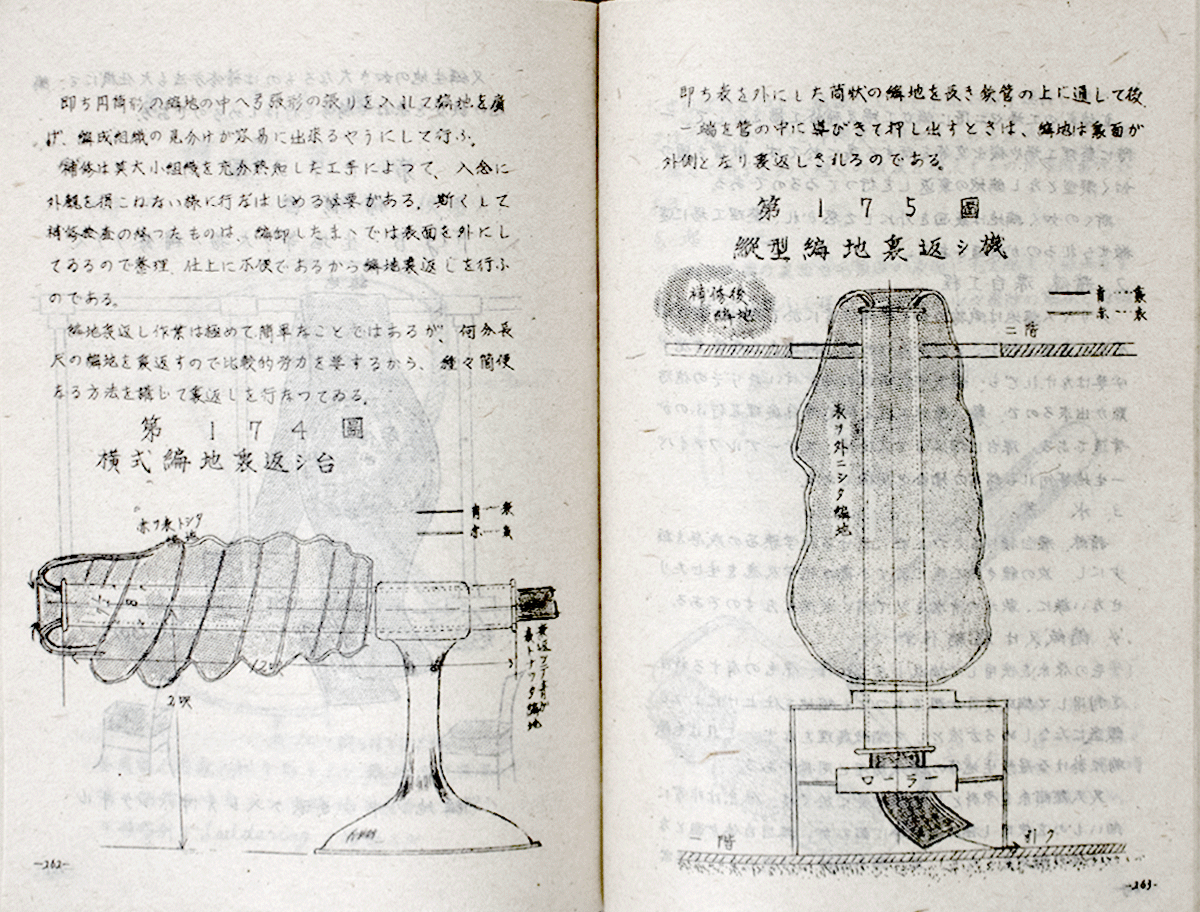
第174図 横式編地裏返し台
麦を外にした筒状の編地を長い鉄管の上に通し、後、一端を管の中に導いて押し出すと、編地は裏面が外側となり裏返しされます。
第175図 縦型編地裏返し機
原典 P264-P265
立体式の工場や二階建ての工場、補修工場を有し、一階に整理工場や搬出室などを備える場合、鉄管を図のように型として編地の裏返しを行うことがあります。このように編地は裏面を外にして巻かれ、整理工場に運ばれるのが一般的です。
-
精練・漂白工程
メリヤス編地は織物のように準備作業で糊付けやその他の原料処理を行うことは少なく、抜き工程などを施す必要はありませんが、編成中に油が付着したり、その他の汚れが生じることがあるため、軽い精練工程を経て漂白処理を行うのが一般的です。漂白は綿メリヤス生地やステープルファイバー生地、綿布と同様に行われます。 -
水洗
精練・漂白後、各工程で使用された化学薬品の残留を最小限に抑え、次の工程で不意の化学反応が起きないように、軟水を用いて水洗いを行います。 -
縮絨または塩縮作業
毛糸を使用して編成したものは、原毛の特性を生かし、編地の目が粗くても縮地を仕上げによって緻密に仕上げる方法として繊理を行います。これは毛織物の処理と同様です。
天然絹糸を原料とした編地では、非常に細い原糸を使用し、細かく編みますが、目が詰まりすぎると外観が悪くなるため、針のゲージを調整し、編機の設定を変更することで、適切な伸縮性を持たせるために粗めに編むことが求められます。この工程が塩縮処理です。 -
起毛
冬の肌着や毛製品の裏面、または表面にも起毛を施して保温性を高めるために行う工程で、織物のネルや毛製品と同様です。
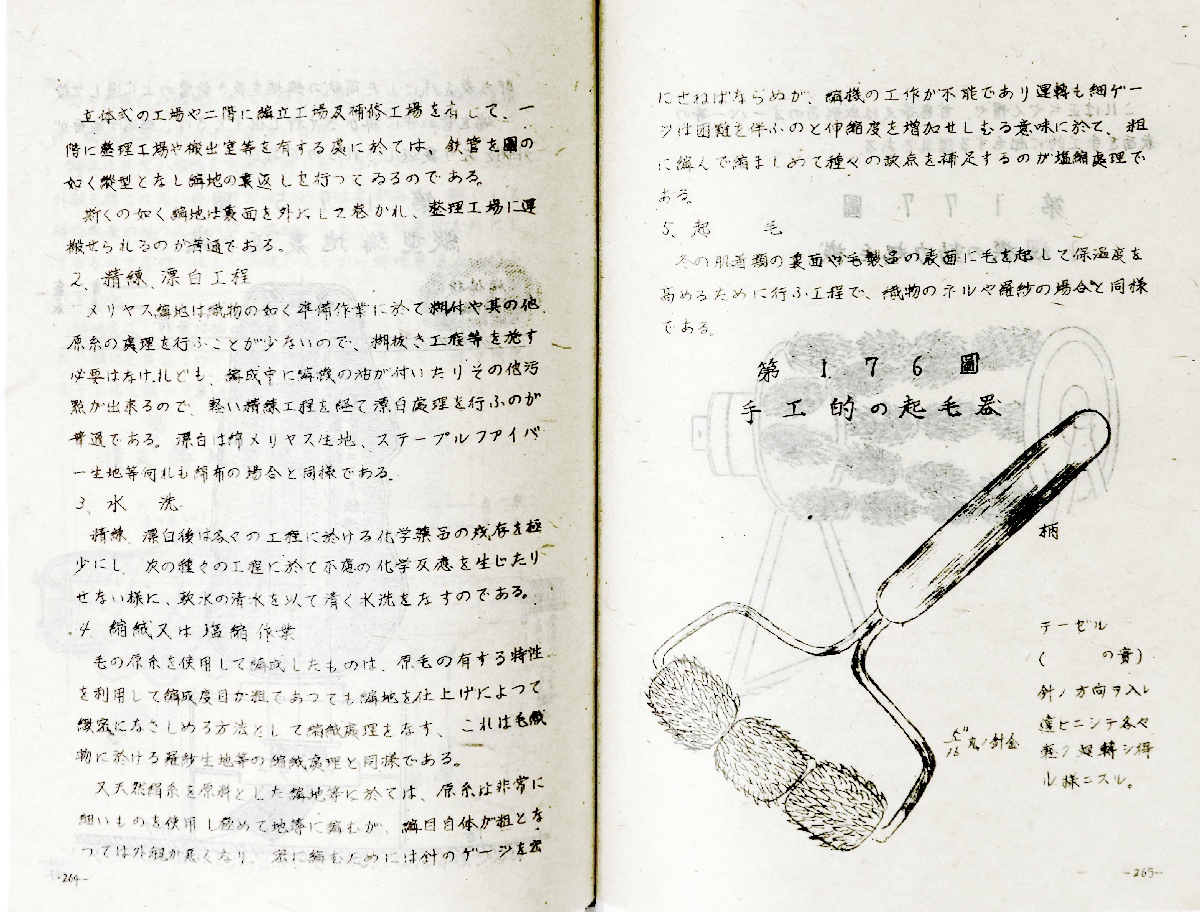
第176図 手工的な起毛器
チーゼル(の意)針の方向に入り、各針金が軽くしっかりと入るようにします。
原典 P266-P267
これは、正ちゃん帽や首巻き帯、または成形品のオーバーなどの表面を手作業で起毛する道具です。
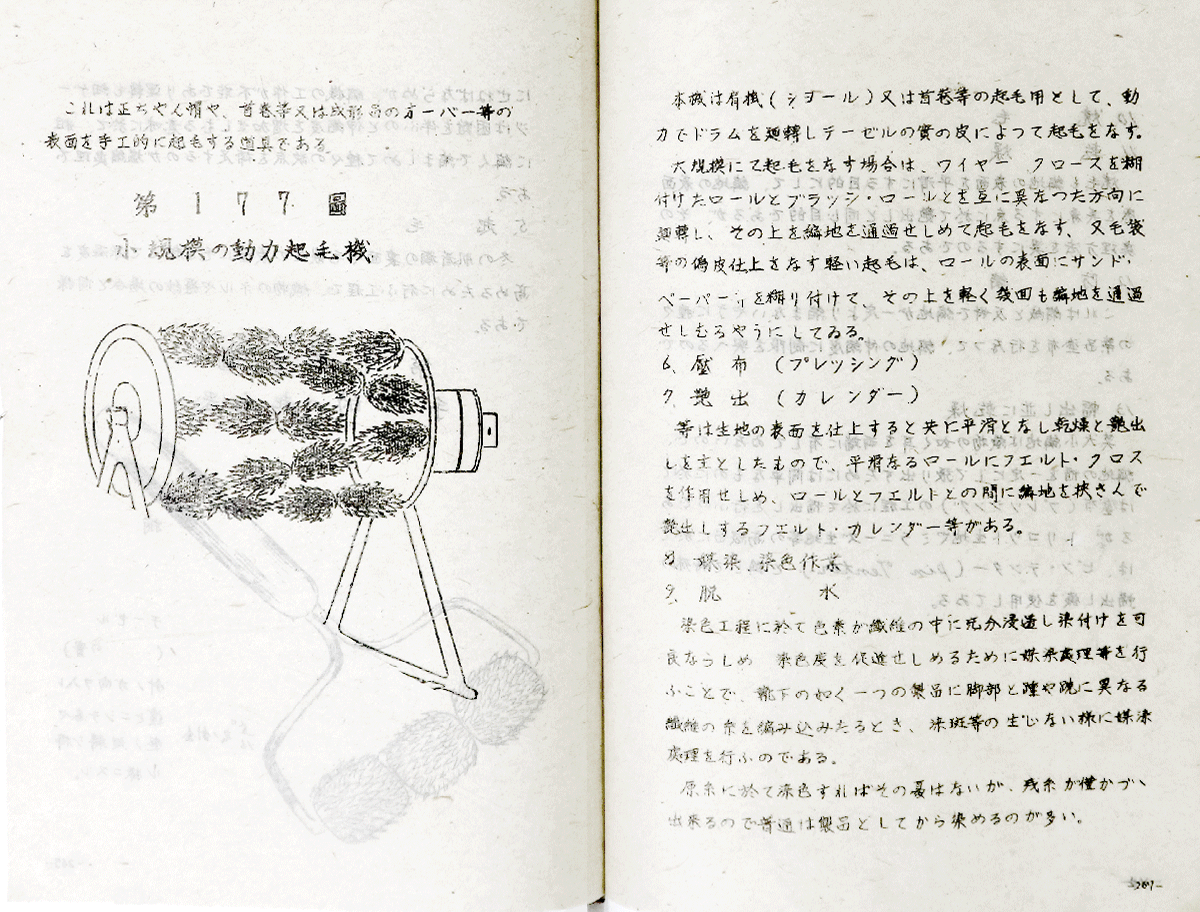
第177図 小規模の動力起毛機
本機はショールや首巻き等の起毛用として、動力でドラムを回し、チーゼルの質の皮を使って起毛を行います。
大規模に起毛を行う場合は、ワイヤクロースに糊をつけたロールとブラシロールが異なる方向に回転し、その上を編地が通過して起毛を行います。
毛皮仕上げの軽い起毛は、ロールの表面にサンドを付け、その上を軽く回しながら編地を通過させます。
- プレッシング
-
艶出 カレンダー
生地の表面を滑らかにする作業で、平滑なロールにフェルトやクロスの作用を加え、その間に編地を挟み込み、艶出しを行う方法として、マモルやカレンダーなどがあります。 - 媒染・染色作業
- 脱水
染色工程では、色素が繊維に十分に浸透し、染色が良好になるように処理を行います。靴下のように一つの製品に脚部と胴部で異なる繊維の糸を編み込んだ際、赤斑などが生じないように媒染処理を行います。
原糸に染色を施すと、その後色が入りにくくなりますが、残糸がわずかに残るため、通常は製品としてから染めることが多いです。
原典 P268-P269
- 焼毛
-
乾燥
焼毛は編地の表面を平滑にする目的で行います。編地の表面にローラーを使って仕上げ感を美しくする点において、カレンダーと同じ目的ですが、その処理方法は異なります。 -
防縮
これは縮絨の反対で、編地が一定以上縮まないように、さまざまな薬品を塗布し、編地の伸縮性に制限を加える処理です。 - 幅出しおよび乾燥
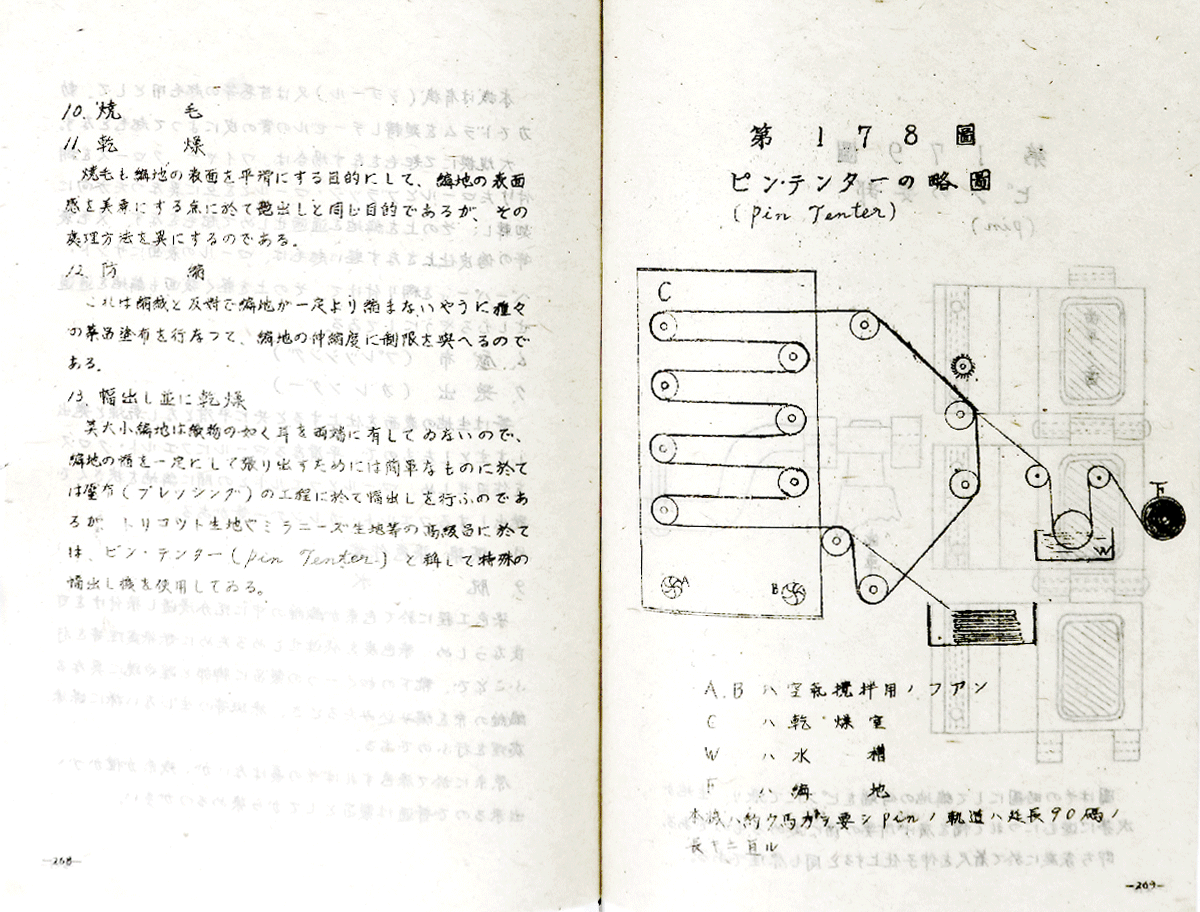
メリヤス編地は織物のように両端に耳がないため、隣接した生地の幅を一定にするため、簡単な工程で幅出しを行います。高級品のトリコット生地やミラニーズ生地などでは、ピン・テンター(Pin Tenter)を使用し、特殊な幅出し機で幅を出します。
第178図 ピン・テンターの略図(Pin Tenter)
A B :は空気撹拌用のファン
C :は乾燥室
W :は水槽
F :は編み地
本機は約7馬力を要しPinの軌道は延長90ヤードの長きにわたる。
第179図 ピンの要部 (Pin)
図はその概要において、編地の両端をピンで張り、生地が進むにつれて幅を広げ、所定の幅に定める方法です。これは家庭で着尺を伸ばして仕上げるのと同じ原理です。
以下、修正内容を反映した文章です。ご要望に従い、画像表示のセクションとその下のテキストの因果関係を厳密に保持し、現代の読者にとって読みやすく、明確な表現に修正しました。
原典 P270-P271
第四十五章 メリヤス地の裁断法
整理・仕上げ工程を経たメリヤス生地は、裁断工場で用途に応じた形状や長さにカットされます。裁断工程は、一般的に以下の2つのプロセスに分類されます。
- 荒断(粗裁断) - 生地を大まかに裁断する工程
- 小断(精密裁断) - 目的の製品サイズに精密にカットする工程
メリヤス生地は伸縮性に優れるため、裁断時には高度な技術と慎重な作業が求められます。
特に、裁断台では生地の下から光を当てて傷や欠陥を確認し、無駄なく有効に活用できるように工夫が必要です。
原典 P272-P273
第180図 荒断台
荒断が完了すると、生地は整理され、三つ折りにして整頓し、次の「目立て作業」へと移ります。
目立て作業とは?
荒断された生地の断ち口を揃え、編地を均一に広げて歪みを修正する工程です。目立てが完了すると、型紙を置いて型付け作業を行い、電気裁断機や手動裁断機を使って正確にカットします。
第181図 電気裁断機 (Electric Cloth Cutter)
原典 P274-P275
小断(精密裁断)
型紙を配置し、電気裁断機を使用して慎重に裁断します。この工程では、生地の伸縮性を考慮しながら、適切な刃の押し加減が求められます。
特に、裁断時に生地のズレを防ぐため、圧力の加減や裁断速度の調整が重要です。
第182図 物庖丁の各種目
原典 P276-P277
第四十六章 小断と型付け法
裁断作業では、生地の無駄を最小限に抑えながら効率的にカットすることが重要です。型付け作業では、以下の要点を考慮します。
- 生地の伸縮性を考慮した型取り
- 最適なレイアウト配置による歩留まり向上
第183図 日立と型付け
型付け後の裁断作業では、断ち合わせを適切に行い、製品の品質を保つことが求められます。
原典 P278-P279
裁断方法の種類
1. 申又型付法
第184図 申又型付法
円筒形の生地を適切な長さにカットし、余分な部分を切り取って縫製します。
この方法では、腰部分に補強テープを縫い込むこともあり、耐久性を高めます。
主な使用機械:
- 二重環縫機(Label-lock machine)
- 平二本針縫機(Felling machine)
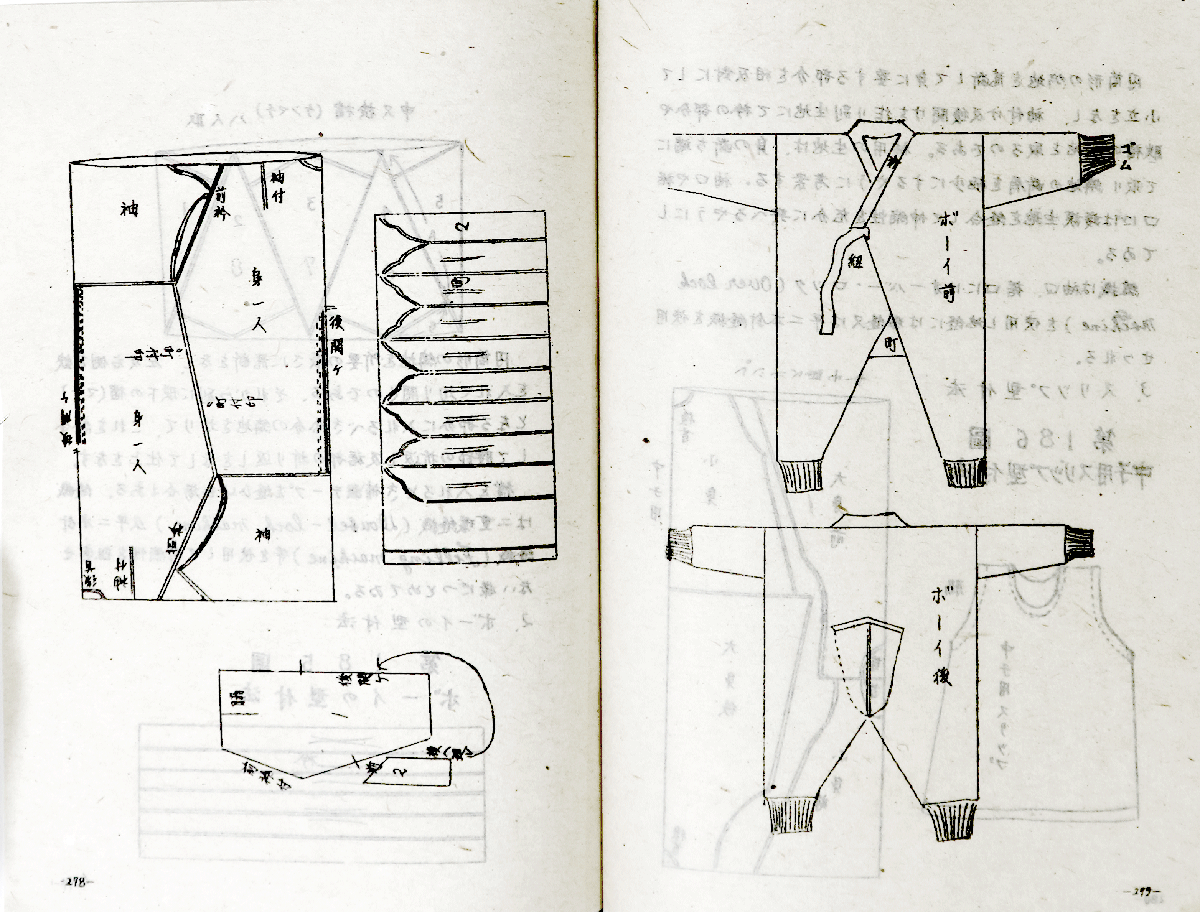
2. ボーイ型付法
第185図 ボーイ型付法
原典 P280-P281
この方法では、身頃の形状に沿って裁断し、袖付けや裾の折り返しを効率的に仕上げます。
ボーイ型は特に動きやすさを重視した製品に適しています。
原典 P282-P283
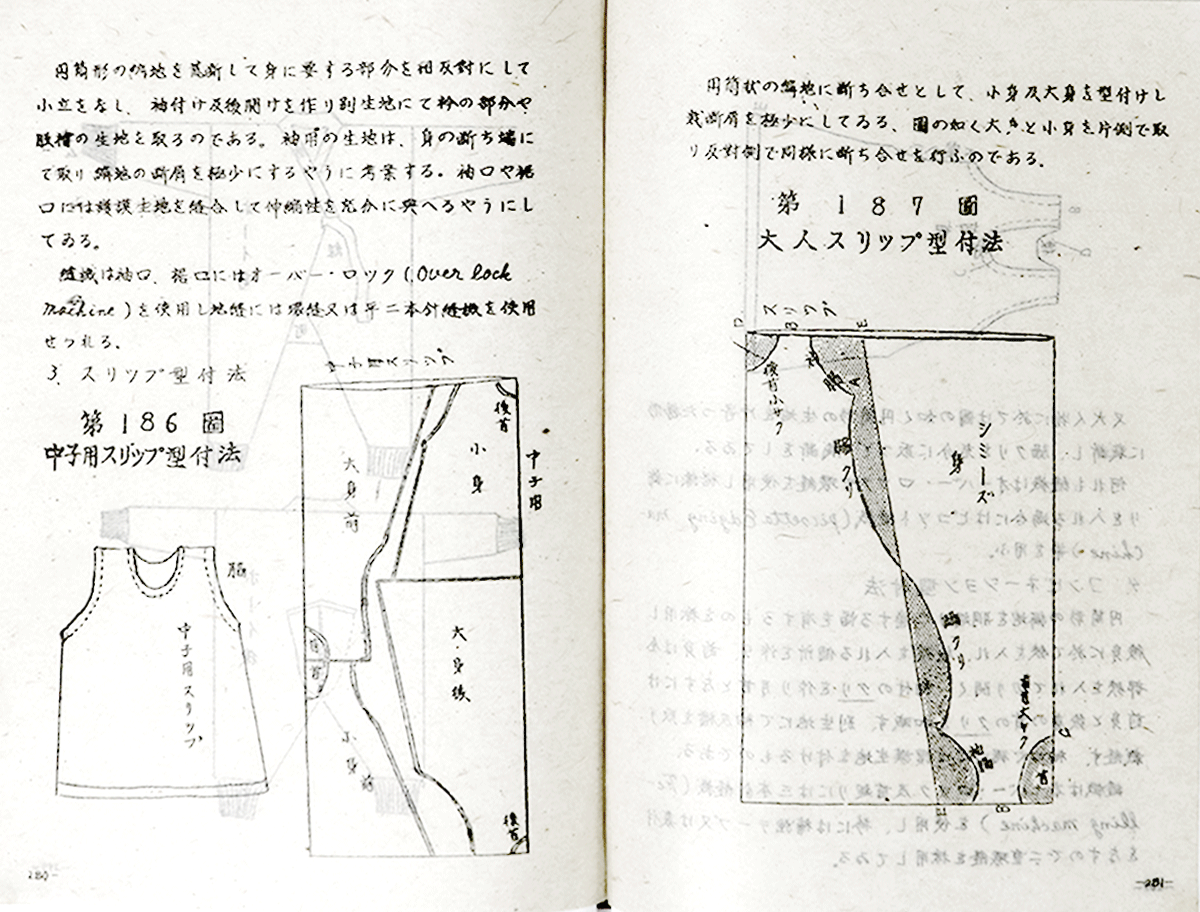
3. スリップ型付法
第186図 中子用スリップ型付法
スリップ型付法では、最小限の裁断で生地を有効活用し、製品の形状を効率的に決定します。
第187図 大人スリップ型付法
原典 P282-P283
円筒形の編地を切り合わせ、身に必要な部分を相反動にして小立を作り、袖付けや反後開けを作り、別の生地で衿の部分や槽の生地を取ります。
袖用の生地は、身の断ち端に合わせて取り地の角を極少にするように考案されます。袖口や裾口には生地を縫い合わせ、伸縮性を充分に奥まで含ませるようにしています。
機械は袖口や裾口にはオーバーロック(Over Lock machine)を使用し、地飴には環縫機または平二本針縫機を使用されます。
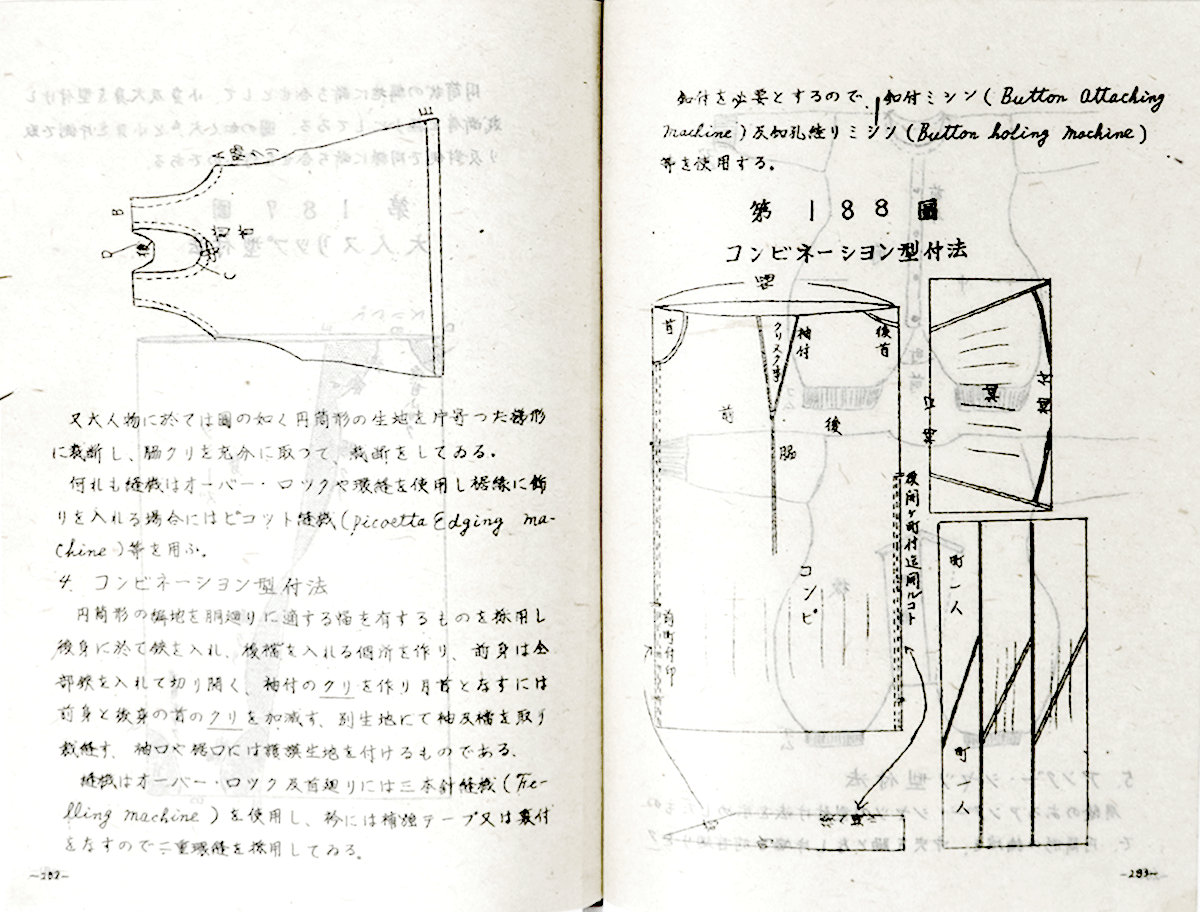
4. コンビネーション型付法
円筒形の編地を胴回りに適した幅を持つものを採用し、後身において鋏を入れ、後襠を入れる箇所を作り、前身は全てを入れて切り開きます。袖付けのクリを作り、前身と後身の首のクリを加減し、別生地で袖と橘を取り、裁縫します。袖口や裾口には護生地をつけます。
縫製にはオーバーロックや首回りには三本針縫機(Fe-Pling machine)を使用し、衿には補強テープまたは裏地をつけ、二重環縫を採用します。
ボタン付けにはボタン付け機(Button attaching machine)やボタンホーリング機(Button holing machine)などを使用します。
第188図 コンビネーション型付法
原典 P284-P285
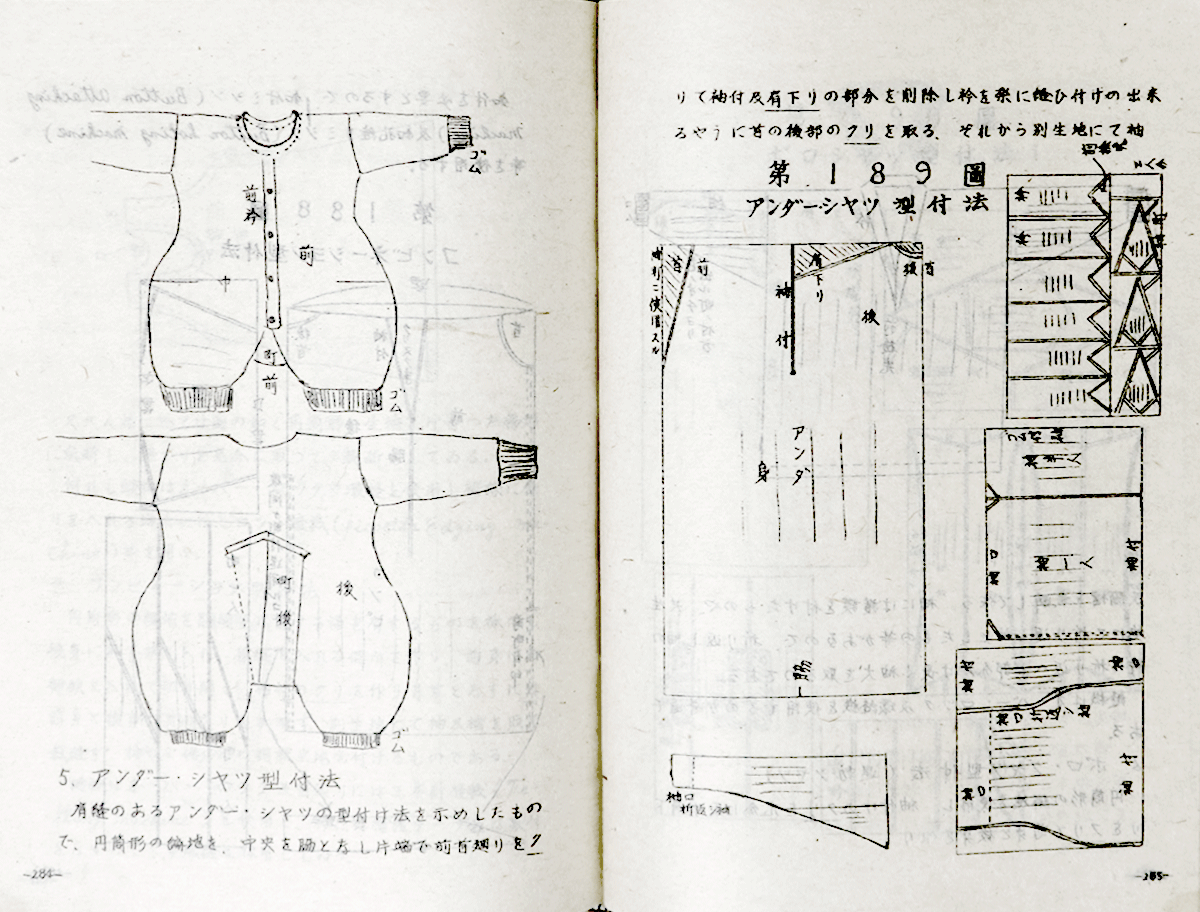
5. アンダーシャツ型付法
肩線のあるアンダーシャツの型付け方法を示したもので、円筒形の地を使用し、中央を取り、片端で前身回りを作り、袖付けおよび裾の部分を削除し、衿を簡単に付けられるように首の後部のクリを取ります。その後、別の生地で袖を作成します。
第189図 アンダーシャツの型付法
原典 P286-P287
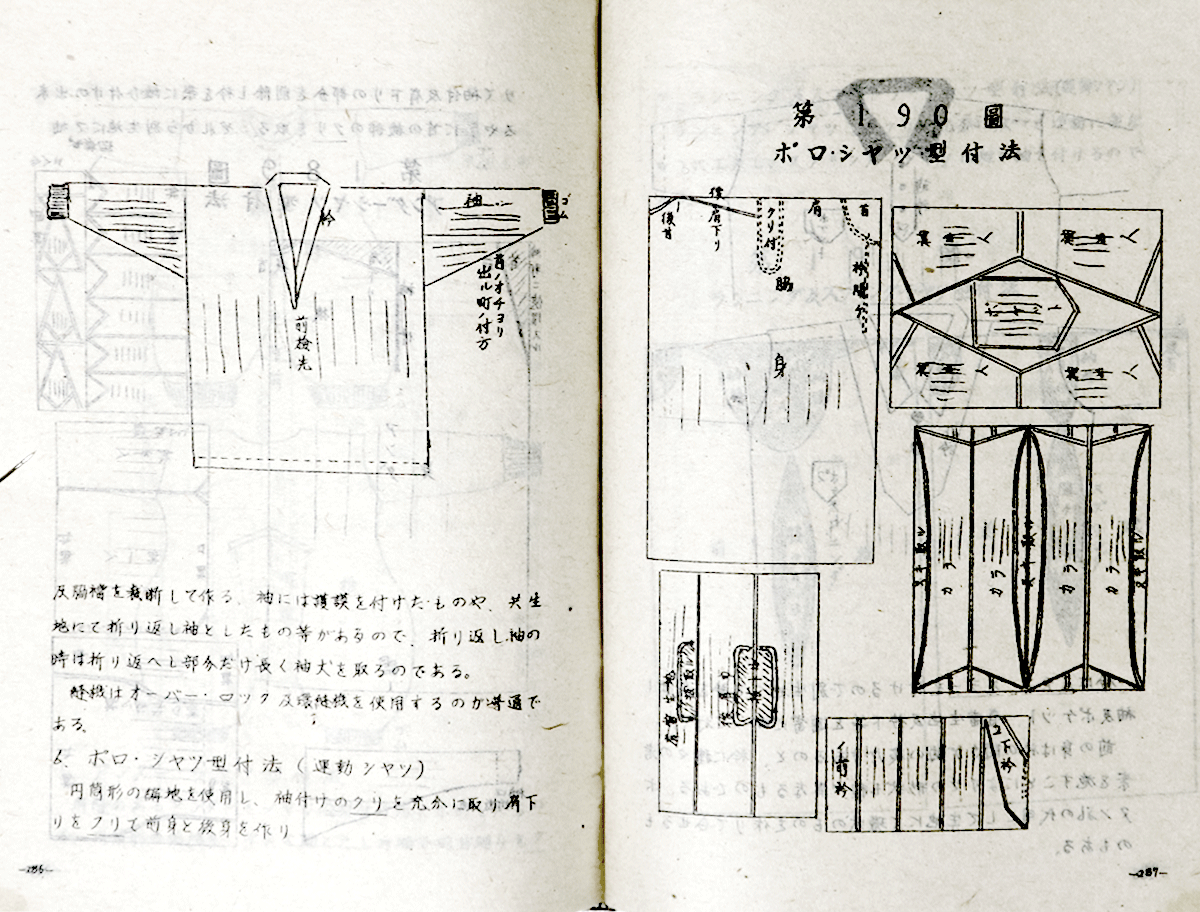
縫製機はオーバーロックおよび環縫機を使用するのが一般的です。
6. ポロシャツ型付法(運動シャツ)
円筒形の地を使用し、袖付けのクリを十分に取り、肩下リをフリで前身と後身を作成します。
第190図 ポロシャツ型付法
原典 P288-P289
衿にはステンカラーを付けるため、別生地で裁断し、袖やポケット、通常の生地の反袴下などを適切に裁断していきます。
前身ごろは、衿の開きが胸元だけにあるタイプと、衿にさまざまなデザインを施すことで形状が多様に異なります。
ボタン穴の代用として、環状のものを生地で作り、合わせる方法もあります。
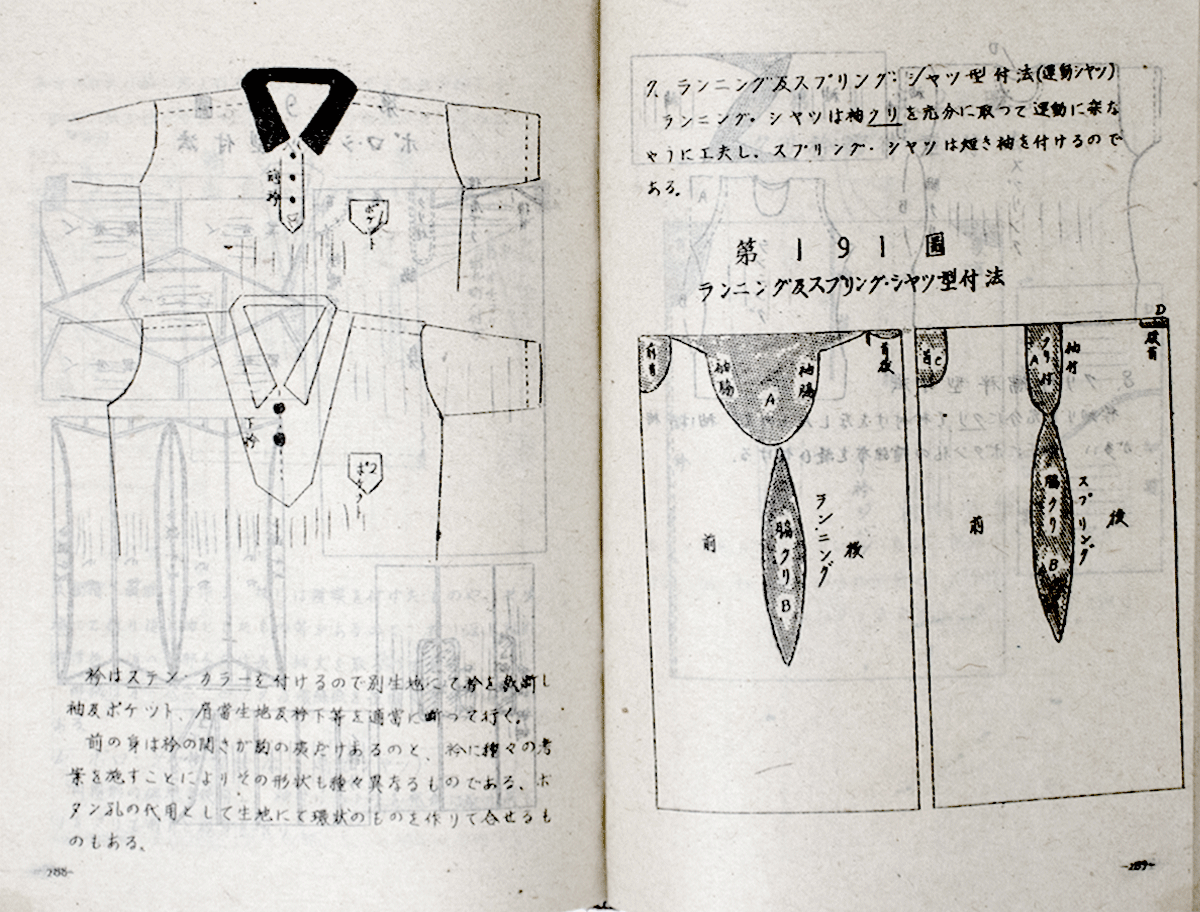
7. ランニングおよびスプリング・シャツ型付法(運動シャツ)
ランニングシャツは、腕の動きがスムーズにできるように、充分にクリを取り、運動しやすい形に工夫されています。スプリングシャツは、袖を短く付けることで快適さを提供します。
第191図 ランニングおよびスプリング・シャツ型付法
原典 P290-P291
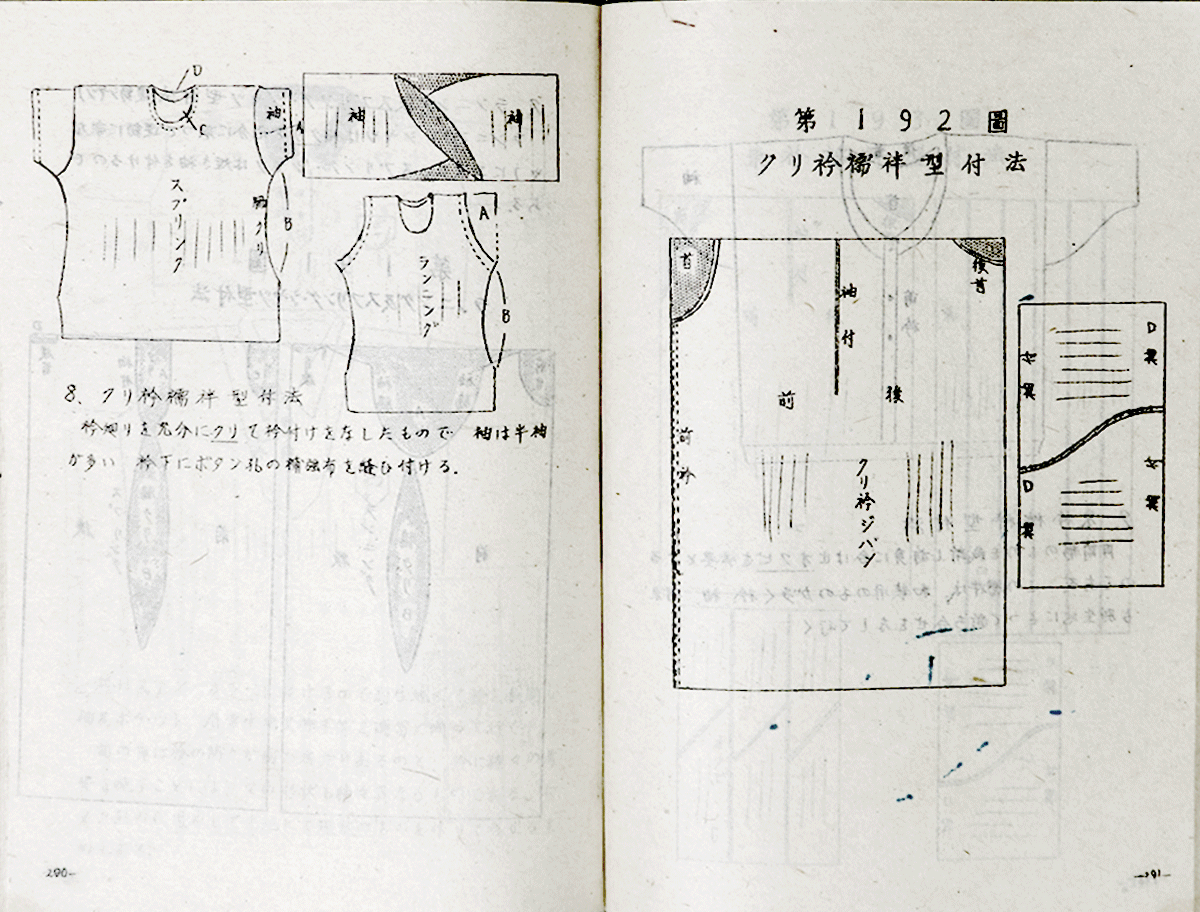
8. クリ衿襦袢型付法
衿を十分にクリを取って付けたもので、袖は半袖が多いです。
また、衿下にボタン孔の補強布を縫い付けます。
第192図 クリ衿襦袢型付法
原典 P292-P293
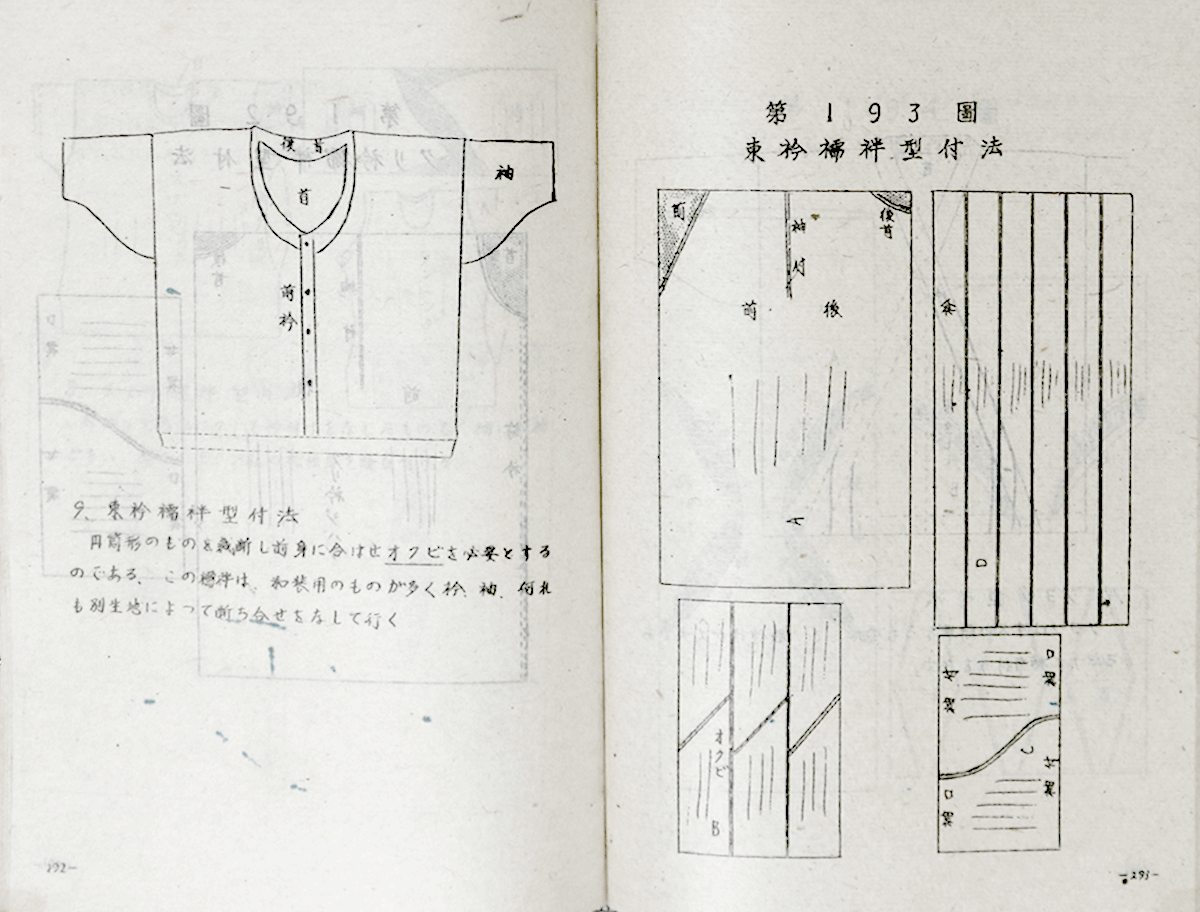
9. 東衿襦袢型付法
円筒形のものを裁断し、前身に合わせてオフビが必要となります。この手法は和装用のものが多く、袖や何札も別生地で断ち合わせて作業を進めていきます。
第193図 東衿襦袢型付法
以下、テキストを読みやすく、明確に修正しました。原文の因果関係を保持し、現代の読者にとって分かりやすくしています。
原典 P294-P295
※本書は手書き古書のため、印刷かすれや乱丁により正確に読み取れない箇所があります。原典をご確認ください。
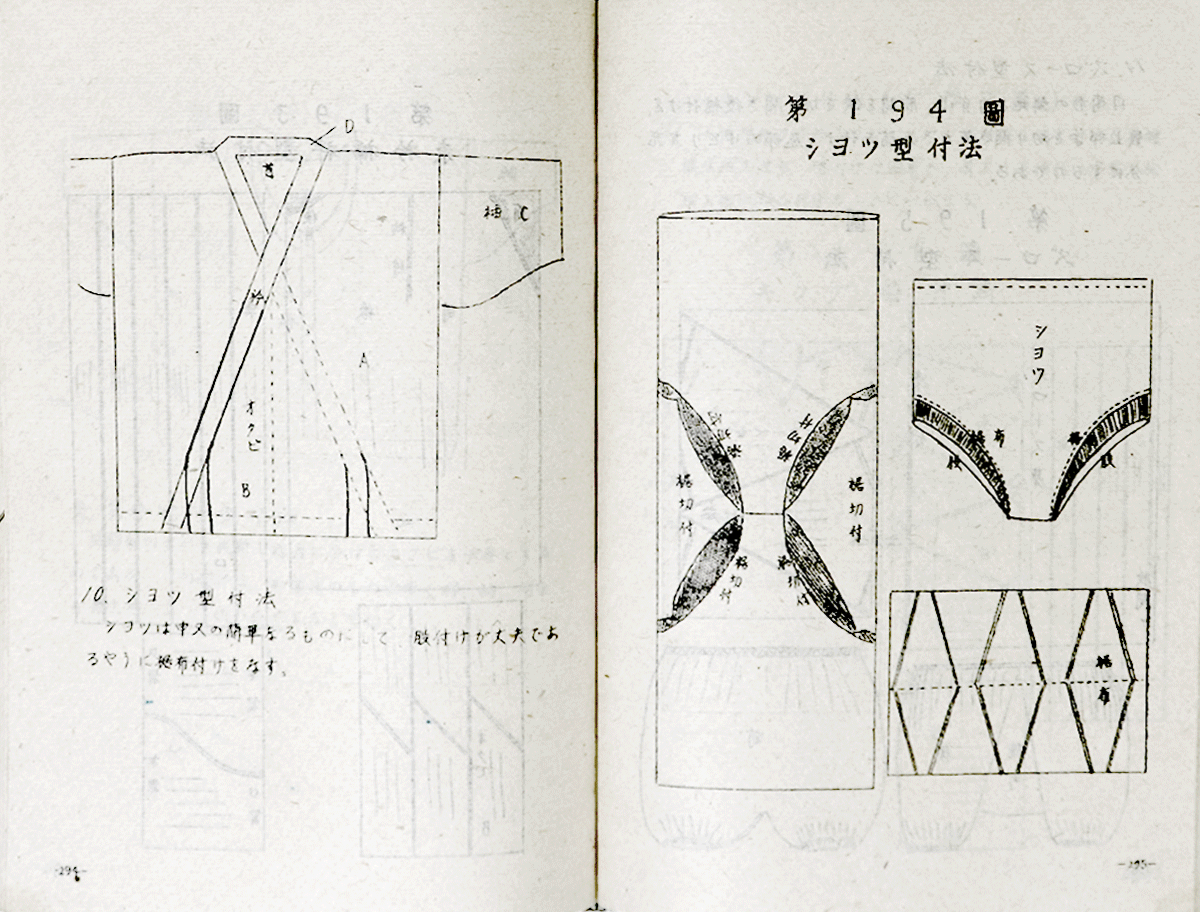
10. シャツ型付法
シャツは、申又型付法を簡略化したもので、裾部分に布を加えて耐久性を高めることが特徴です。シンプルな構造ながらも、機能性を考慮した型付けが行われます。
第194図 シャツ型付法
原典 P296-P297
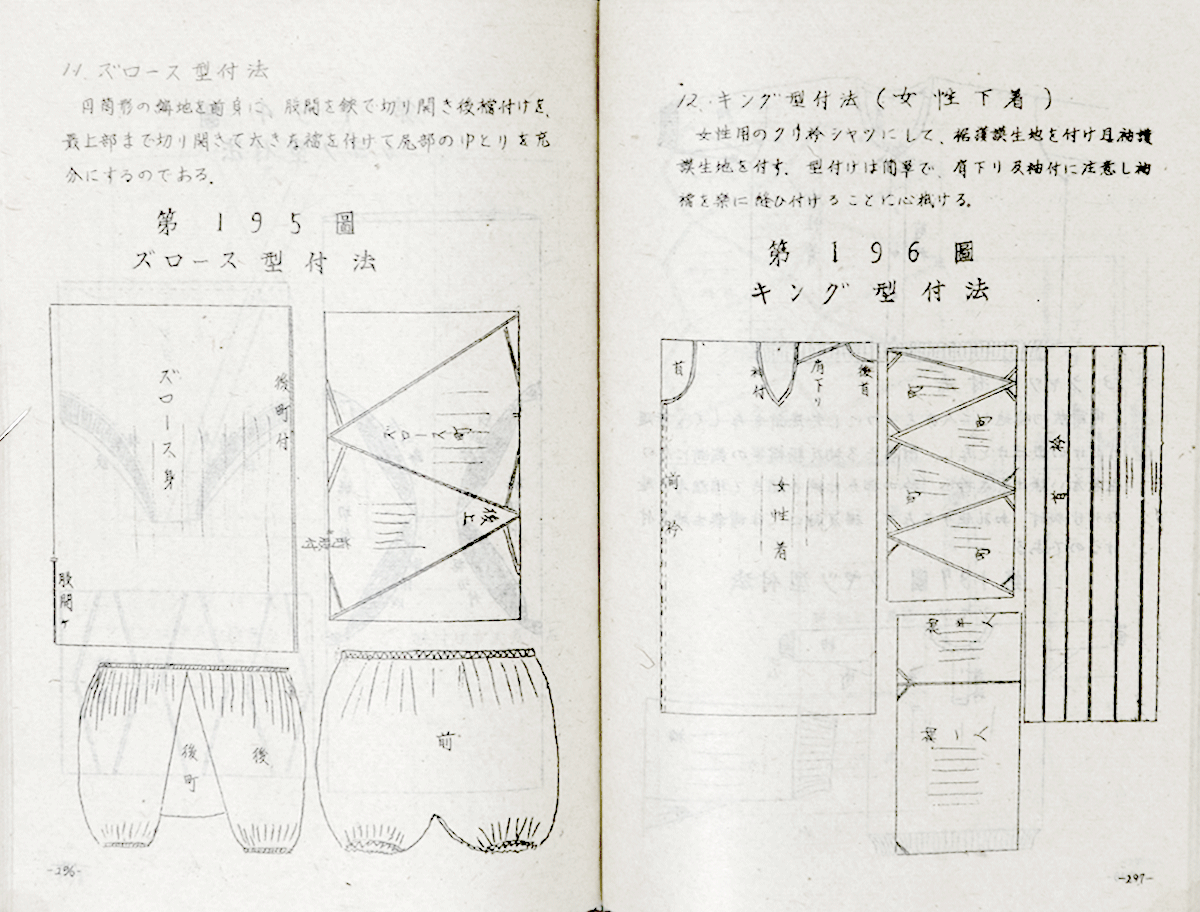
11. ズロース型付法
円筒形の編地を前後に分け、股間部分を鋏で切り開き、さらに上部まで切り開いて広げます。
尻部に十分なゆとりを確保し、大きめの袖を取り付けることで、快適なフィット感を提供します。
第195図 ズロース型付法
12. キング型付法(女性下着)
女性用のクリ襟シャツで、裾部分にはゴム生地を取り付け、フィット感を高めています。
型付けは比較的簡単で、肩の傾斜や袖の取り付けに特に注意を払い、袖口の縫製もスムーズに行えるように工夫されています。
第196図 キング型付法
原典 P298-P299
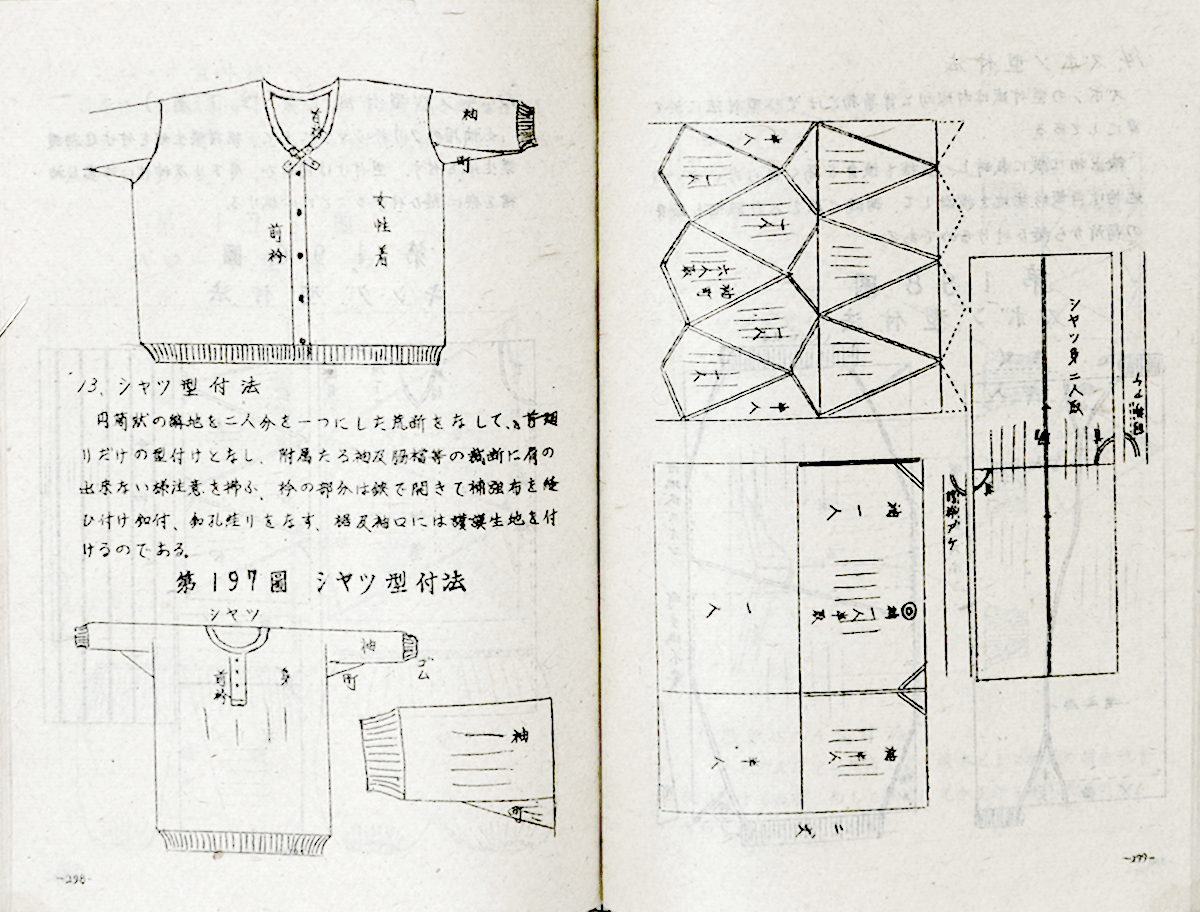
13. シャツ型付法
この型付法では、円筒形の編地を2人分のシャツとして一体で裁断し、衿のみを型付けします。
袖や脇部分の裁断では、肩の仕上がりに細心の注意を払い、補強布を縫い付けて耐久性を高めます。
裾や袖口にはゴム生地を縫い付け、伸縮性を持たせています。
第197図 シャツ型付法
原典 P300-P301
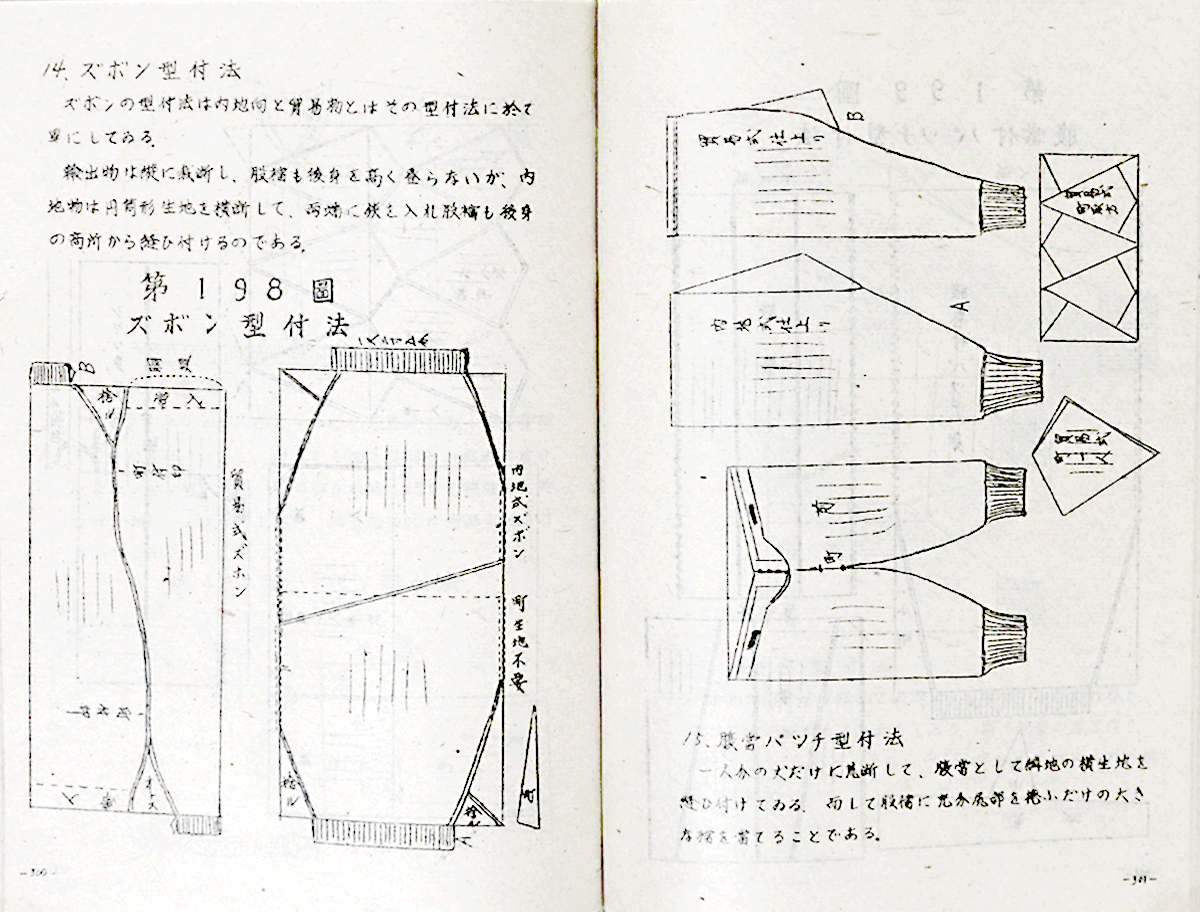
14. ズボン型付法
ズボンの型付けは、国内向けと輸出向けで異なります。
輸出向けでは、裁断を簡素化し、股部分を低めに設定します。一方、国内向けでは円筒形の生地を横断して裁断し、後部を高めにして縫製します。
第198図 ズボン型付法
原典 P302-P303
第199図 肘当付パッチ型付法
16. 縫手袋型付法
手袋の型付けは複雑で、主に「打ち抜き法」や「型付け法」が採用されます。
鉄製の型を用い、プレスポンチのように生地を圧着して裁断し、精密な仕上がりを実現します。
原典 P304-P305
第200図 手袋の打ち抜き型
Fig.A 手袋打抜型
Fig.B 編地を打ち抜いたもの
Fig.C 拇指打抜型
Fig.D 編地を打ち抜いたもの
Fig.E 各指の側生地
原典 P306-P307
第四十七章 裁断製品と寸法
従来のメリヤス製品は、製品の重さ(量目)に基づき取引され、「貫百付」や「貫武百付」などの単位で呼ばれていました。
メリヤス生地は円筒状であり、胴に適した寸法に裁断することで、生地の無駄を最小限に抑えられます。
しかし、編機の針筒の直径は生産者によって異なるため、裁断担当者は効率的な断ち合わせを工夫する必要があります。
例えば、大人物の身生地を取り、その後に子供物の袖を取るように、断ち合わせがされます。供給される生地寸法によって異なるため、小断における型付け法でも一定の標準は存在しません。
ただし、一般的には、内地向けの円筒状の生地を生産する編機の針筒径は、編成機の各章で記されている通り、基本的に胴を基礎とするものが多いです。
次に、編機の密度も生産者によって針の刻み方が異なり、目付けの規格も多様です。しかし、統制経済の進展により、繊維製品の規格が統一され、製品寸法や目付けの規格も整備されることが期待されます。その結果、将来的には一定の標準が確立されるでしょう。具体的には、以下の要素が影響を与えることになります:
- 編機の生地の寸法が適切であること。
- 整理や仕上げにおいて多少の統一が図られること。
- 生地の裁断において注意を要すること。
- 編機の針の密度が生産者によって異なること。
- 編地の重さが揃わないこと。
- 製品の目付けを揃えることに注意が必要であること。
- 製品が一打の量目に基づいて生産されること。それには生地生産者、製品製造者間の連携が必要。
一般に、裁断製品や成形製品、特に肌着や衣類などは胴を基礎にして使用されており、これらの寸法は以下の通り記録されています。
原典 P308-P309
第201図 シャツの寸法割出し方
第202図 ズボン寸法割出し方
このように、裁断作業は生地の特性を最大限に活かすための技術と精度が求められます。
適切な型付けと寸法割出しにより、製品の品質向上と生産効率の向上が図られます。
メリヤス生地の整理および仕上げ方法にはさまざまな作業や工程が含まれており、これらの作業の目的は以下の要素によって決まります。
- 原料の種類
- 生地の品質(大きさ、細かさなど)
- 仕上げ加工の目的
これらによって決まります。
上質な生地を編んでも、仕上げ加工が適切でない場合、商品価値が低下するだけでなく、強度や伸縮性などの特徴にも大きな影響を及ぼし、耐久性を失わせる結果を招くことがあります。
また、加工方法の選択により、望ましくなかった生地の肌触りや強度、伸縮性、外観を改善することも可能です。
化学工業の発展に伴い、整理加工業は大きな進歩を遂げ、従来物理的に補えなかった不足を化学的に補い、その特徴を最大限に引き出す方法が確立されました。
成形前の原料には、準備的整理・加工法が施され、編成の準備が整います。
原典 P256-P257
生産性を向上させるための研究も熱心に行われています。
このように、編地の編成前および編成後に施される化学的処理は、生産能率や製品の品質向上に密接に関連しているため、工業者は編成作業のみに依存するのではなく、整理・仕上げ処理にも重大な関心を持つと同時に、少なくとも自社の製造に関連する隣接地の仕上げ処理後に生じる結果を予測し、仕上げおよび整理に必要な知識を習得することが重要です。
左側には、太小生地の整理・仕上げ工程中の主な作業を列挙します。
- 整理、仕上げ準備作業
- 精練・漂白工程
- 水処理
- 編織または塩縮作業
- 起毛
- 圧布(プレッシング)
- 艶出(カレンダー)
- 媒染、茶色作業
- 脱水
- 焼毛
- 乾燥
- 防縮処理
- 出荷および乾燥
詳細に言えば、工場ごとに独特の操作があり、規模の違いにより整理・仕上げ用の機械器具にも違いが見られますが、一般的に美しい生地の整理・仕上げに使用される特殊なものについて述べます。
- 整理・仕上げ準備作業
メリヤス生地を整理・仕上げ工程にて処理するため、一般的に次の準備が行われます。
A. 編地の補修
B. 編地の裏返し
補修とは、メンディング(mending)とも呼ばれ、針の破損や糸の切断、機械の不調などのため、一部の目が形成されず、穴が開いたり、ウォールが不規則に膨らんだりすることがあります。これを手作業で修復し、完全なウォールに仕上げることを補修と呼びます。
原典 P258-P259
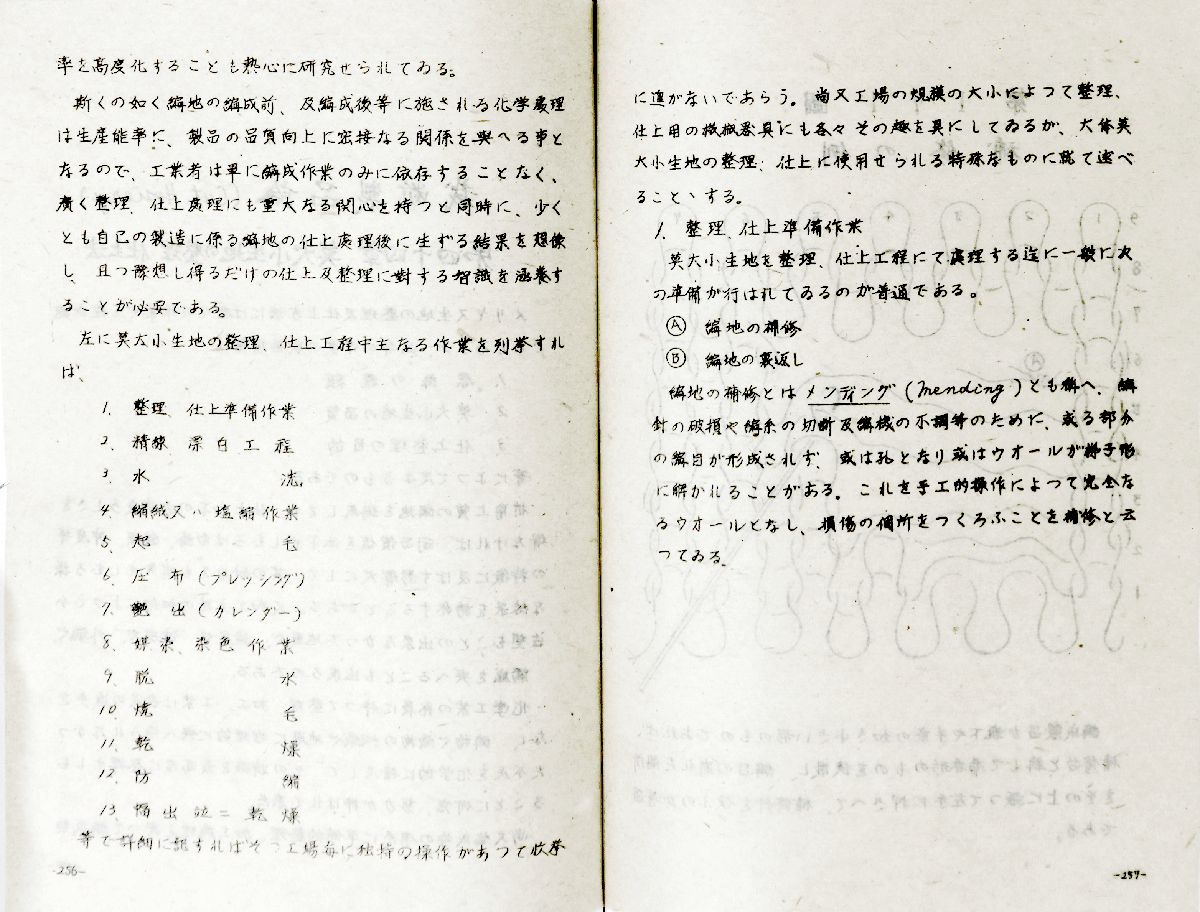
第171図 補修の例
製品が靴下や手袋などの小さな形状であれば、補修台として湯呑形のものを使用し、目の崩れた部分をその上に置き、左手で押さえ、補修針を使うのが一般的です。
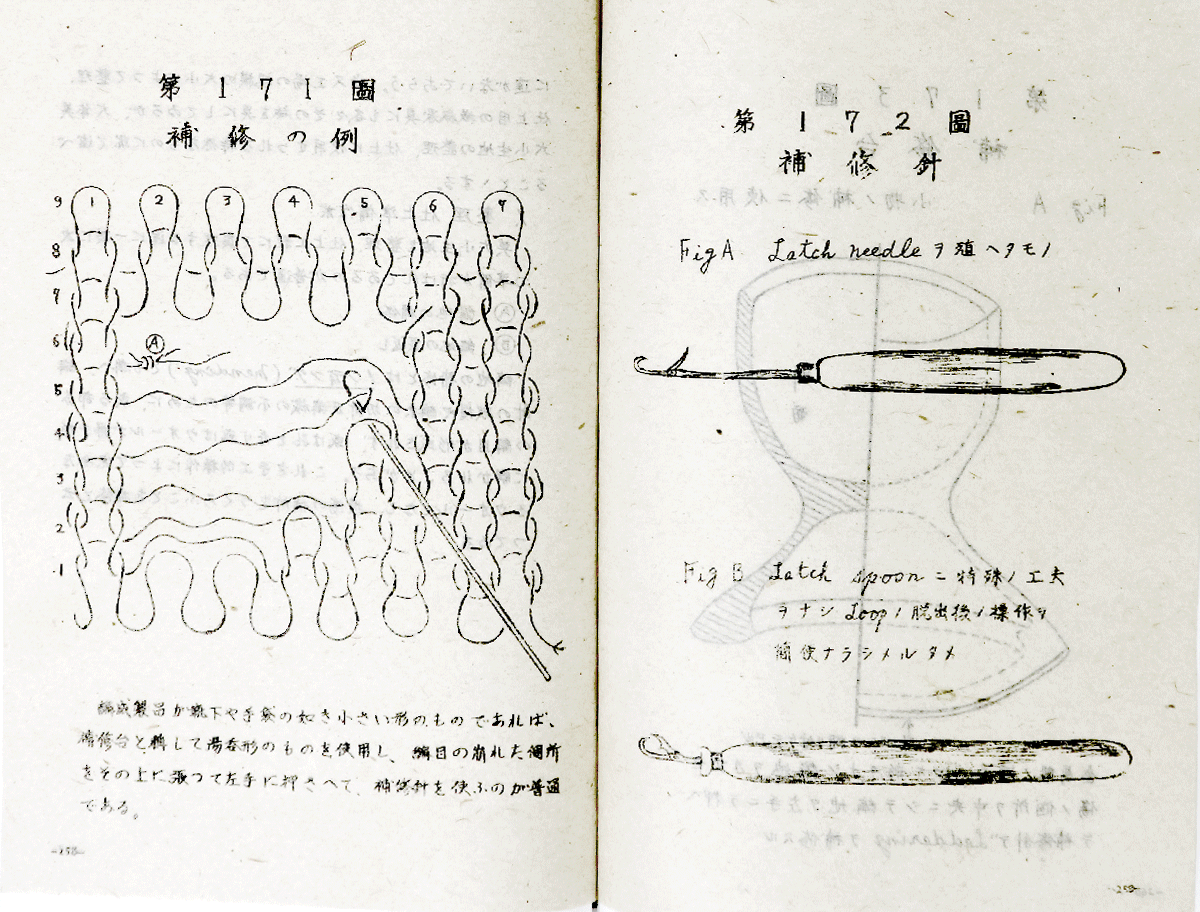
第172図 補修針
Fig.A ラッチ針(Latch Needle)
Fig.B ラッチスプーン(Latch Spoon)=特殊な工夫をなしLoop/脱出機/標作を簡易ならしめるため
原典 P260-P261
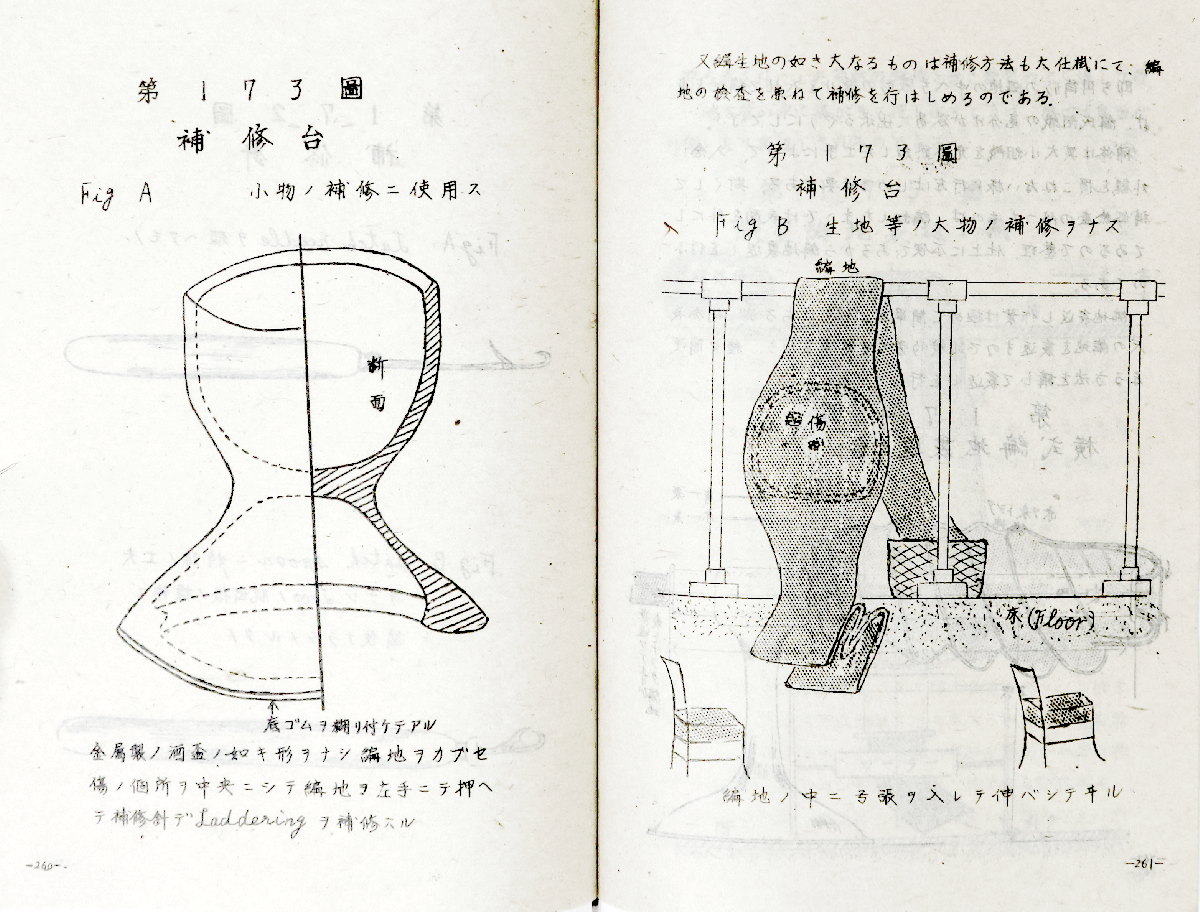
第173図 補修台
Fig.A 小物の補修に使用する
底ゴムを取り付けた金属製の、酒盃のような形をしており、編地をかぶせて傷個所を中央に合わせ、編地の左手で押さえ、補修針でラダリング(Laddering)を補修します。
また、大きな生地の補修方法は大掛かりで、通常、検査を兼ねて補修が行われます。
Fig.B 生地などの大物の補修
編地中に号張りを入れ、伸ばして切ります。
原典 P262-P263
円筒形の地の中へ弓張形の張りを入れて編地を広げ、編成組織の見分けが容易にできるようにして行います。
補修はメリヤス組織を十分に理解した技術者によって、外観を損なわないように丁寧に行う必要があります。
このように補修が完了したものは、編み卸しの際に表面を外にしているため、整理や仕上げに不便があるため、裏返し作業が行われます。
編地の裏返し作業は比較的簡単ですが、長い編地を裏返すためには比較的多くの労力が必要となるため、種々の簡便な方法を講じて裏返しを行っています。
第174図 横式編地裏返し台
麦を外にした筒状の編地を長い鉄管の上に通し、後、一端を管の中に導いて押し出すと、編地は裏面が外側となり裏返しされます。
第175図 縦型編地裏返し機
原典 P264-P265
立体式の工場や二階建ての工場、補修工場を有し、一階に整理工場や搬出室などを備える場合、鉄管を図のように型として編地の裏返しを行うことがあります。このように編地は裏面を外にして巻かれ、整理工場に運ばれるのが一般的です。
-
精練・漂白工程
メリヤス編地は織物のように準備作業で糊付けやその他の原料処理を行うことは少なく、抜き工程などを施す必要はありませんが、編成中に油が付着したり、その他の汚れが生じることがあるため、軽い精練工程を経て漂白処理を行うのが一般的です。漂白は綿メリヤス生地やステープルファイバー生地、綿布と同様に行われます。 -
水洗
精練・漂白後、各工程で使用された化学薬品の残留を最小限に抑え、次の工程で不意の化学反応が起きないように、軟水を用いて水洗いを行います。 -
縮絨または塩縮作業
毛糸を使用して編成したものは、原毛の特性を生かし、編地の目が粗くても縮地を仕上げによって緻密に仕上げる方法として繊理を行います。これは毛織物の処理と同様です。
天然絹糸を原料とした編地では、非常に細い原糸を使用し、細かく編みますが、目が詰まりすぎると外観が悪くなるため、針のゲージを調整し、編機の設定を変更することで、適切な伸縮性を持たせるために粗めに編むことが求められます。この工程が塩縮処理です。 -
起毛
冬の肌着や毛製品の裏面、または表面にも起毛を施して保温性を高めるために行う工程で、織物のネルや毛製品と同様です。
第176図 手工的な起毛器
チーゼル(の意)針の方向に入り、各針金が軽くしっかりと入るようにします。
原典 P266-P267
これは、正ちゃん帽や首巻き帯、または成形品のオーバーなどの表面を手作業で起毛する道具です。
第177図 小規模の動力起毛機
本機はショールや首巻き等の起毛用として、動力でドラムを回し、チーゼルの質の皮を使って起毛を行います。
大規模に起毛を行う場合は、ワイヤクロースに糊をつけたロールとブラシロールが異なる方向に回転し、その上を編地が通過して起毛を行います。
毛皮仕上げの軽い起毛は、ロールの表面にサンドを付け、その上を軽く回しながら編地を通過させます。
- プレッシング
-
艶出 カレンダー
生地の表面を滑らかにする作業で、平滑なロールにフェルトやクロスの作用を加え、その間に編地を挟み込み、艶出しを行う方法として、マモルやカレンダーなどがあります。 - 媒染・染色作業
- 脱水
染色工程では、色素が繊維に十分に浸透し、染色が良好になるように処理を行います。靴下のように一つの製品に脚部と胴部で異なる繊維の糸を編み込んだ際、赤斑などが生じないように媒染処理を行います。
原糸に染色を施すと、その後色が入りにくくなりますが、残糸がわずかに残るため、通常は製品としてから染めることが多いです。
原典 P268-P269
- 焼毛
-
乾燥
焼毛は編地の表面を平滑にする目的で行います。編地の表面にローラーを使って仕上げ感を美しくする点において、カレンダーと同じ目的ですが、その処理方法は異なります。 -
防縮
これは縮絨の反対で、編地が一定以上縮まないように、さまざまな薬品を塗布し、編地の伸縮性に制限を加える処理です。 - 幅出しおよび乾燥
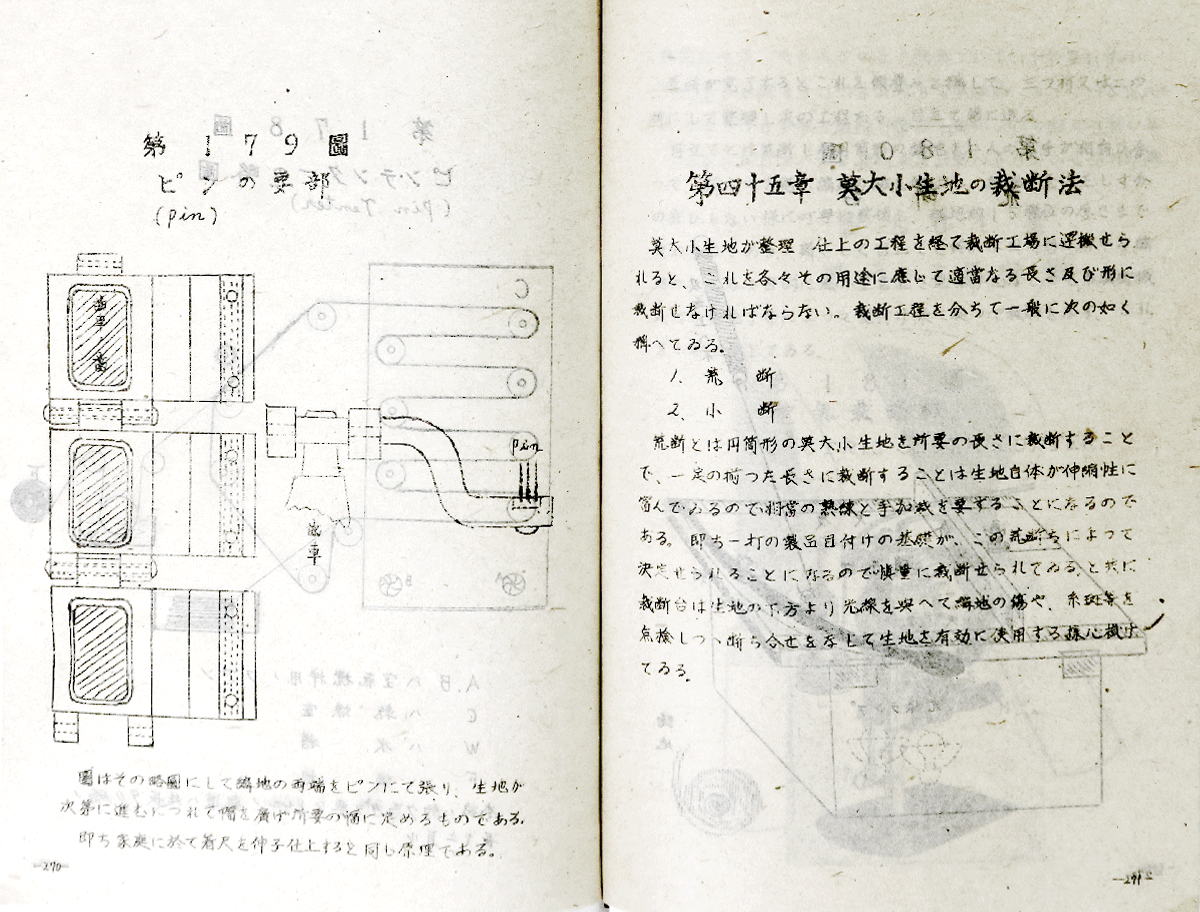
メリヤス編地は織物のように両端に耳がないため、隣接した生地の幅を一定にするため、簡単な工程で幅出しを行います。高級品のトリコット生地やミラニーズ生地などでは、ピン・テンター(Pin Tenter)を使用し、特殊な幅出し機で幅を出します。
第178図 ピン・テンターの略図(Pin Tenter)
A B :は空気撹拌用のファン
C :は乾燥室
W :は水槽
F :は編み地
本機は約7馬力を要しPinの軌道は延長90ヤードの長きにわたる。
原典 P270-P271
第179図 ピンの要部 (Pin)
図はその概要において、編地の両端をピンで張り、生地が進むにつれて幅を広げ、所定の幅に定める方法です。これは家庭で着尺を伸ばして仕上げるのと同じ原理です。
第四十五章 メリヤス地の裁断法
メリヤス生地が整理・仕上げの工程を経て裁断工場に運ばれると、これを用途に応じて適切な長さや形に裁断しなければなりません。裁断工場は一般に次のように構成されます。
- 荒断
- 小断
断裁とは、円筒形の大小生地を所定の長さに裁断することです。生地が伸縮性に富んでいるため、一定の長さに裁断するには非常に熟練した技術と注意が必要です。
一打の製品目付けの基礎が、この流断ちによって決まるため、慎重に裁断され、裁断台では生地の下から光線を当てて隣接した傷や赤斑を点検し、それらを合わせて生地を有効に使います。
原典 P272-P273
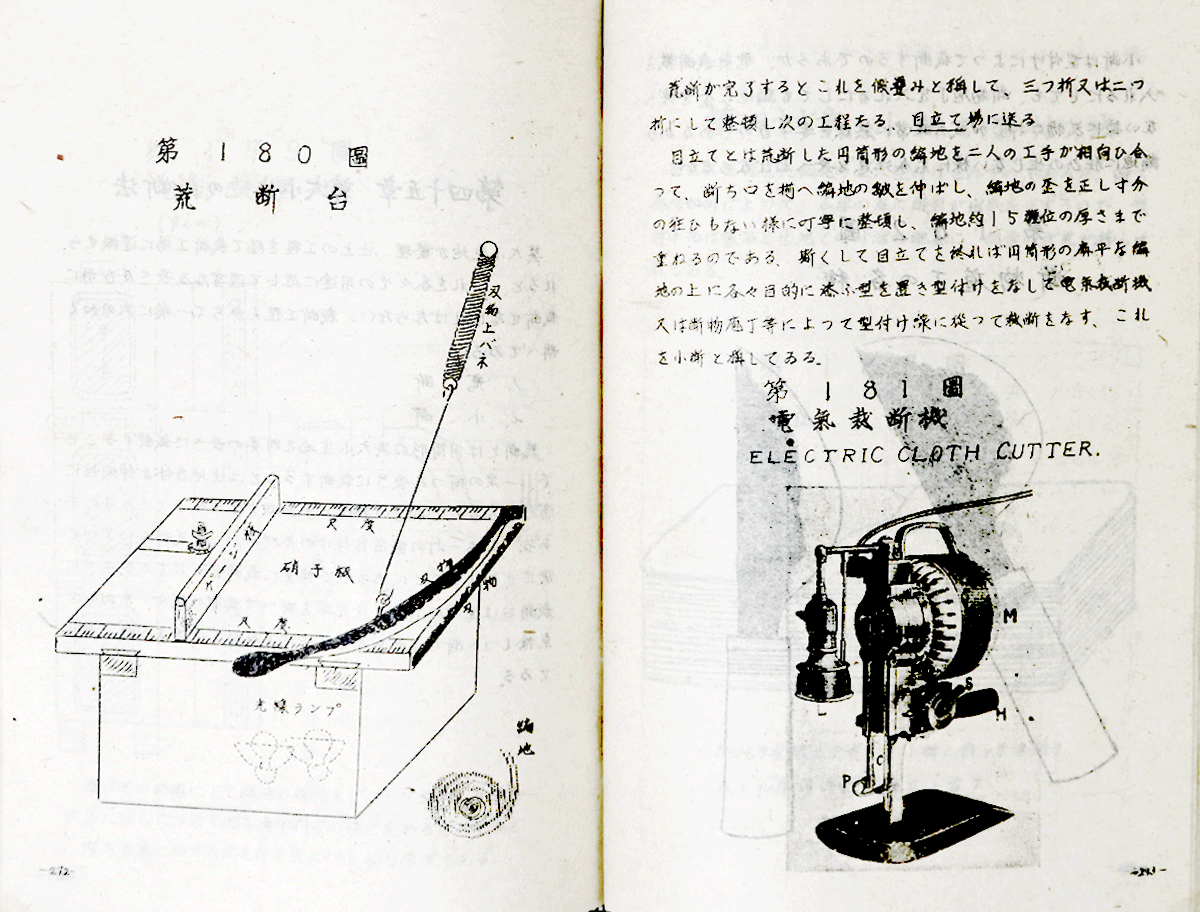
第180図 荒断台
荒断が完了した後、これを整理し、三つ折りにして前に整頓し、次の工程である目立て場に送ります。
目立てとは、荒断した円筒形の編地を二人の工手が向かい合って、断ち口を揃え、編地の数を伸ばし、編地の歪みを正す作業です。編地約15mmの厚さまで重ねます。目立てが終了すると、円筒形の扁平な編地の上に目的に合わせた型を置き、型付けを行い、その後、電気裁断機や断物丁などを使って型に従い裁断を行います。この作業が小さな裁断作業として行われます。
第181図 電気裁断機 (Electric Cloth Cutter)
原典 P274-P275
小断は型付けによって裁断されますが、電裁断機を使う場合でも、断物を入れる際でも、地に杢を奥まで入れないように刃物の押し加減が非常に熟練を要します。編地に狂いが生じないように十分に注意を払う必要があります。
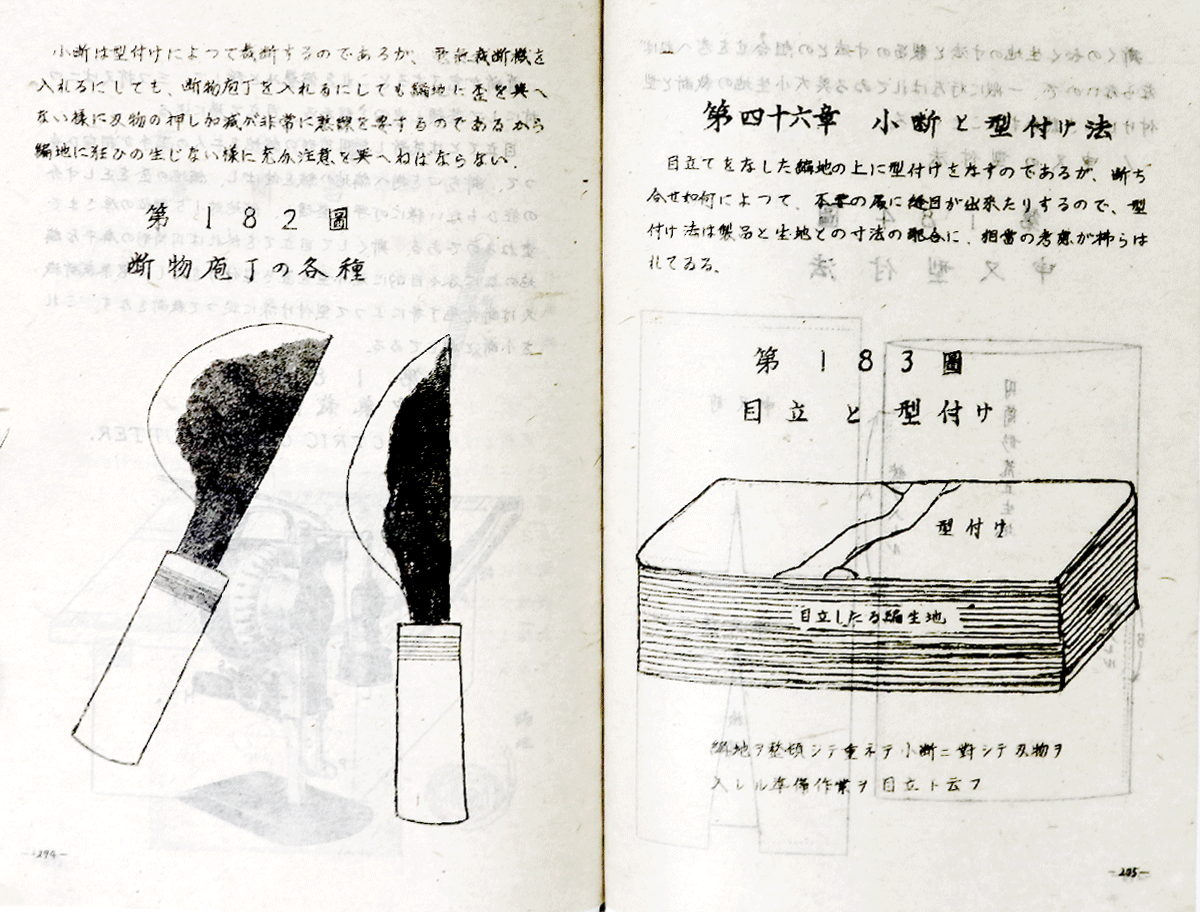
第182図 物庖丁の各種目
第四十六章 小断と型付け法
目立てを行った編地の上に型付けを行いますが、断ち方によっては不要な部分ができたりするため、型付けは製品と生地との寸法調整において常に慎重に考慮されます。
第183図 日立と型付け
生地を整頓して重ね、小断を行い刃物を入れる準備作業を目立てと呼びます。
原典 P276-P277
生地の寸法と製品の寸法との組み合わせを考慮し、一般的に行われている大小生地の裁断と型付けが行われます。
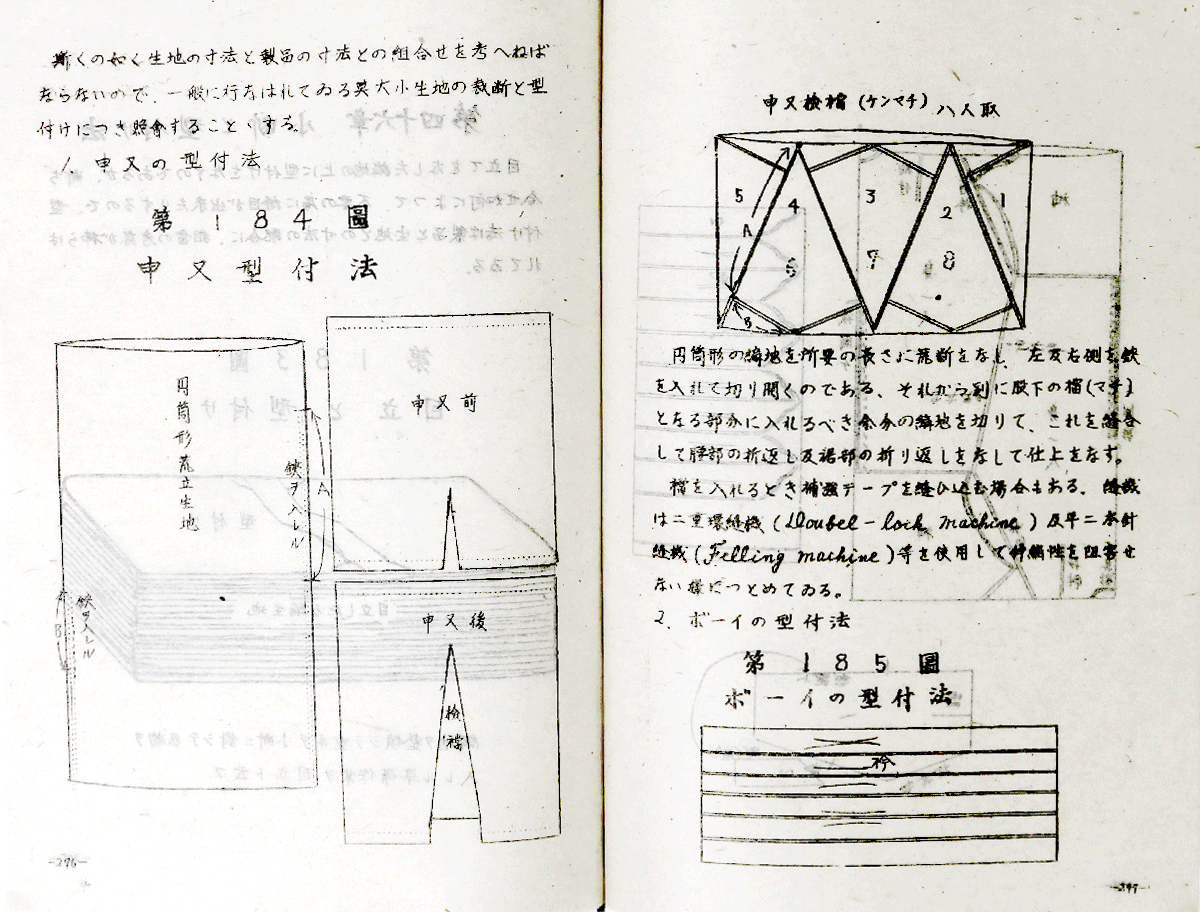
1. 申又型付法
第184図 申又型付法
円筒形の編地を所要の長さに合わせて切り開き、左側を入れて切り開きます。それから股下部分に余分な地を切り取り、これを縫って腰部の折り返しや部位の折り返しを行い仕上げます。通常、補強テープを縫い込むこともあります。使用される縫製機には二重環縫機(Label-lock machine)や平二本針経針(Felling machine)などがあり、縫製の精度を維持するよう努めています。
2. ボーイの型付法
第185図 ボーイの型付法
原典 P278-P279
原典 P280-P281
円筒形の編地を断って身に必要な部分を相反動にして小立を作り、袖付けや反後開けを作り、別の生地で衿の部分や槽の生地を取ります。袖用の生地は、身の断ち端に合わせて取り地の角を極少にするように考案されます。袖口や裾口には生地を縫い合わせ、伸縮性を充分に奥まで含ませるようにしています。
機械は袖口や裾口にはオーバーロック(Over Lock machine)を使用し、地飴には環縫機または平二本針縫機を使用されます。
3. スリップ型付法
第186図 中子用スリップ型付法
円筒状の地に断ち合わせとして、小身および大身を型付けし、裁断を最小限にします。闇のように大魚と小身を片側で取り、反対側でも同様に断ち合わせを行います。
第187図 大人スリップ型付法
原典 P282-P283
円筒形の編地を切り合わせ、身に必要な部分を相反動にして小立を作り、袖付けや反後開けを作り、別の生地で衿の部分や槽の生地を取ります。
袖用の生地は、身の断ち端に合わせて取り地の角を極少にするように考案されます。袖口や裾口には生地を縫い合わせ、伸縮性を充分に奥まで含ませるようにしています。
機械は袖口や裾口にはオーバーロック(Over Lock machine)を使用し、地飴には環縫機または平二本針縫機を使用されます。
4. コンビネーション型付法
円筒形の編地を胴回りに適した幅を持つものを採用し、後身において鋏を入れ、後襠を入れる箇所を作り、前身は全てを入れて切り開きます。袖付けのクリを作り、前身と後身の首のクリを加減し、別生地で袖と橘を取り、裁縫します。袖口や裾口には護生地をつけます。
縫製にはオーバーロックや首回りには三本針縫機(Fe-Pling machine)を使用し、衿には補強テープまたは裏地をつけ、二重環縫を採用します。
ボタン付けにはボタン付け機(Button attaching machine)やボタンホーリング機(Button holing machine)などを使用します。
第188図 コンビネーション型付法
原典 P284-P285
5. アンダーシャツ型付法
肩線のあるアンダーシャツの型付け方法を示したもので、円筒形の地を使用し、中央を取り、片端で前身回りを作り、袖付けおよび裾の部分を削除し、衿を簡単に付けられるように首の後部のクリを取ります。その後、別の生地で袖を作成します。
第189図 アンダーシャツの型付法
原典 P286-P287
縫製機はオーバーロックおよび環縫機を使用するのが一般的です。
6. ポロシャツ型付法(運動シャツ)
円筒形の地を使用し、袖付けのクリを十分に取り、肩下リをフリで前身と後身を作成します。
第190図 ポロシャツ型付法
原典 P288-P289
衿にはステンカラーを付けるため、別生地で裁断し、袖やポケット、通常の生地の反袴下などを適切に裁断していきます。
前身ごろは、衿の開きが胸元だけにあるタイプと、衿にさまざまなデザインを施すことで形状が多様に異なります。
ボタン穴の代用として、環状のものを生地で作り、合わせる方法もあります。
7. ランニングおよびスプリング・シャツ型付法(運動シャツ)
ランニングシャツは、腕の動きがスムーズにできるように、充分にクリを取り、運動しやすい形に工夫されています。スプリングシャツは、袖を短く付けることで快適さを提供します。
第191図 ランニングおよびスプリング・シャツ型付法
原典 P290-P291
8. クリ衿襦袢型付法
衿を十分にクリを取って付けたもので、袖は半袖が多いです。
また、衿下にボタン孔の補強布を縫い付けます。
第192図 クリ衿襦袢型付法
原典 P292-P293
9. 東衿襦袢型付法
円筒形のものを裁断し、前身に合わせてオフビが必要となります。この手法は和装用のものが多く、袖や何札も別生地で断ち合わせて作業を進めていきます。
第193図 東衿襦袢型付法
原典 P294-P295
10. シャツ型付法
シャツは申又型付法の簡易版で、股付けが丈夫であるように裾布を付けます。
第194図 シャツ型付法
原典 P296-P297
11. ズロース型付法
円筒形の編地を前身に、股間を鋏で切り開き後付けを、最上部まで切り開き、大きな袖を付けて尻部のゆとりを充分に取ります。
第195図 ズロース型付法
12. キング型付法(女性下着)
女性用のクリ襟シャツで、裾ゴム生地を付け、裾ゴム生地を付けます。型付けは簡単で、肩下がり及び袖付に注意し、袖口を楽に縫い付けることに心掛けます。
第196図 キング型付法
原典 P298-P299
13. シャツ型付法
円筒状の編地を二人分を一つにした流れをなして、衿のみの型付けとし、附属たる袖や脇襠等の裁断において肩の出来栄えに注意を払い、衿の部分は開きで補強布を縫い付け、和孔鮭りをなす。裾及び袖口にはゴム生地を付けます。
第197図 シャツ型付法
原典 P300-P301
14. ズボン型付法
ズボンの型付法は内地向けと輸出向けで異なります。
輸出物は裁断し、股襠も身を高く登らないですが、内地物は円筒形生地を横断して、両端に狭さを入れ、後身の高所から縫い付けます。
第198図 ズボン型付法
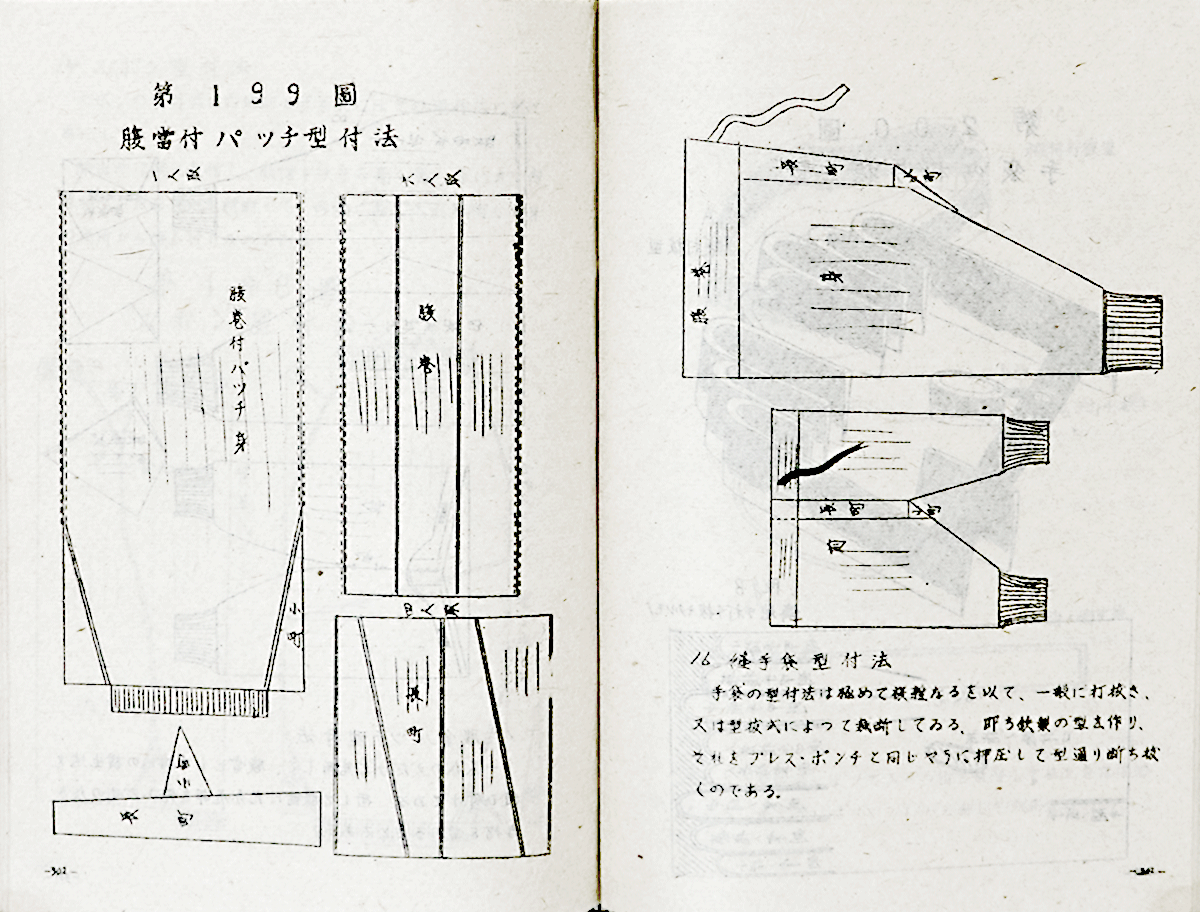
15. パッチ型付法
一人分の分だけに裁断して、厳として地の横生地を縫い付け、股に十分な尻部を付けることで大きさを調整します。
原典 P302-P303
第199図 肘当付パッチ型付法
16. 縫手袋型付法
手袋の型付法は非常に複雑で、一般には打抜きまたは型式によって裁断されます。鉄製の型を作り、それをプレス・ポンチと同じように押して型通りに裁断します。
原典 P304-P305
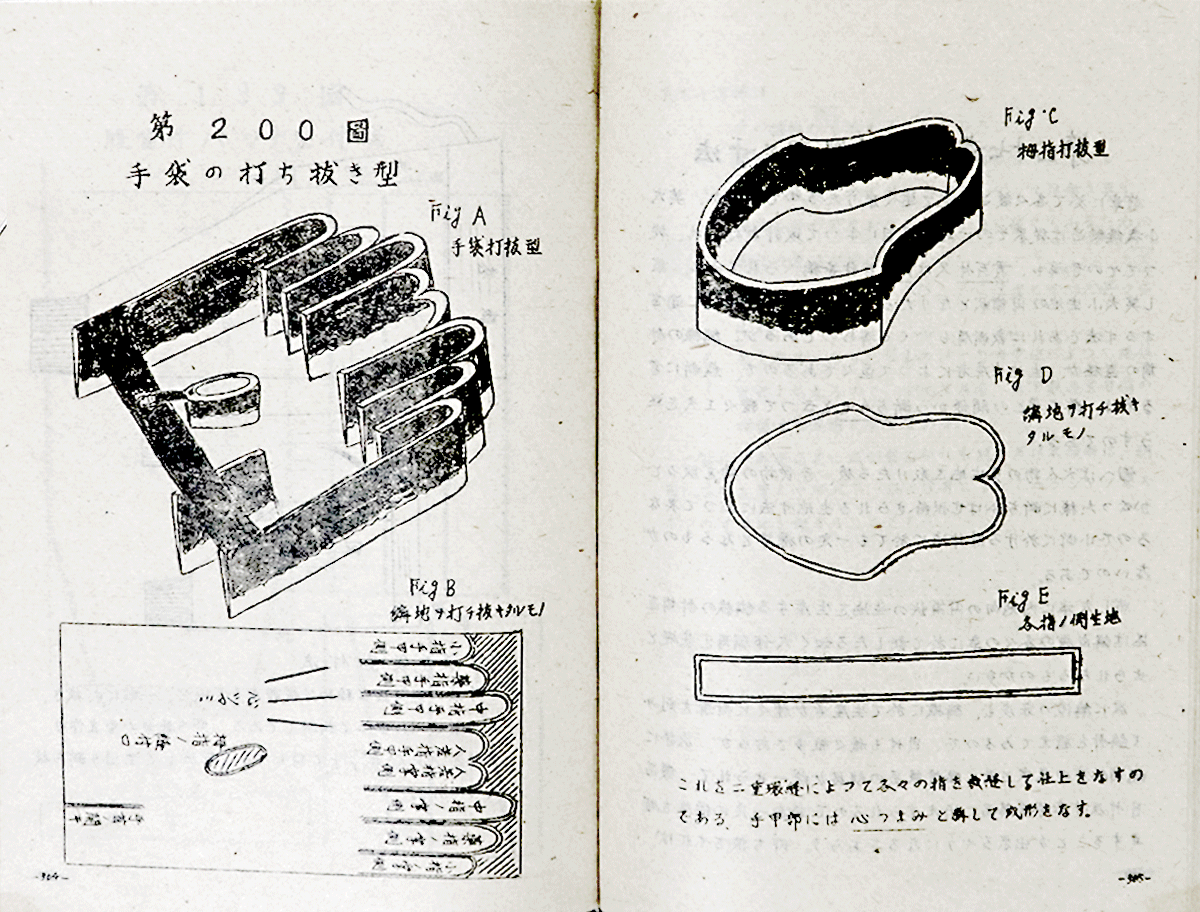
第200図 手袋の打ち抜き型
Fig.A 手袋打技型
Fig.B 編地を打ちぬきたるもの
Fig.C 拇指打抜型
Fig.D 編地を打ち抜きたるもの
Fig.E 各指の側生地
これを二重環縫によって各指を仕上げ、手の中部には心つまみとして成形します。
原典 P306-P307
第四十七章 裁断製品と寸法
前章の各製品で述べた通り、従来のメリヤス裁縫製品はその一打の量目に基づいて取引され、「貫百付」や「貫武百付」などと呼ばれていました。メリヤス生地は円筒状になり、製品の胴に適する寸法であれば、裁断屑も少なくて済みます。しかし、編機の針筒の直径は生地生産者によって異なるため、裁断担当者は断ち屑との関係から、断ち合わせを工夫する必要があります。
例えば、大人物の身生地を取り、その後に子供物の袖を取るように、断ち合わせがされます。供給される生地寸法によって異なるため、小断における型付け法でも一定の標準は存在しません。
ただし、一般的には、内地向けの円筒状の生地を生産する編機の針筒径は、編成機の各章で記されている通り、基本的に胴を基礎とするものが多いです。
次に、編機の密度も生産者によって針の刻み方が異なり、目付けの規格も多様です。しかし、統制経済の進展により、繊維製品の規格が統一され、製品寸法や目付けの規格も整備されることが期待されます。その結果、将来的には一定の標準が確立されるでしょう。具体的には、以下の要素が影響を与えることになります:
- 編機の生地の寸法が適切であること。
- 整理や仕上げにおいて多少の統一が図られること。
- 生地の裁断において注意を要すること。
- 編機の針の密度が生産者によって異なること。
- 編地の重さが揃わないこと。
- 製品の目付けを揃えることに注意が必要であること。
- 製品が一打の量目に基づいて生産されること。それには生地生産者、製品製造者間の連携が必要。
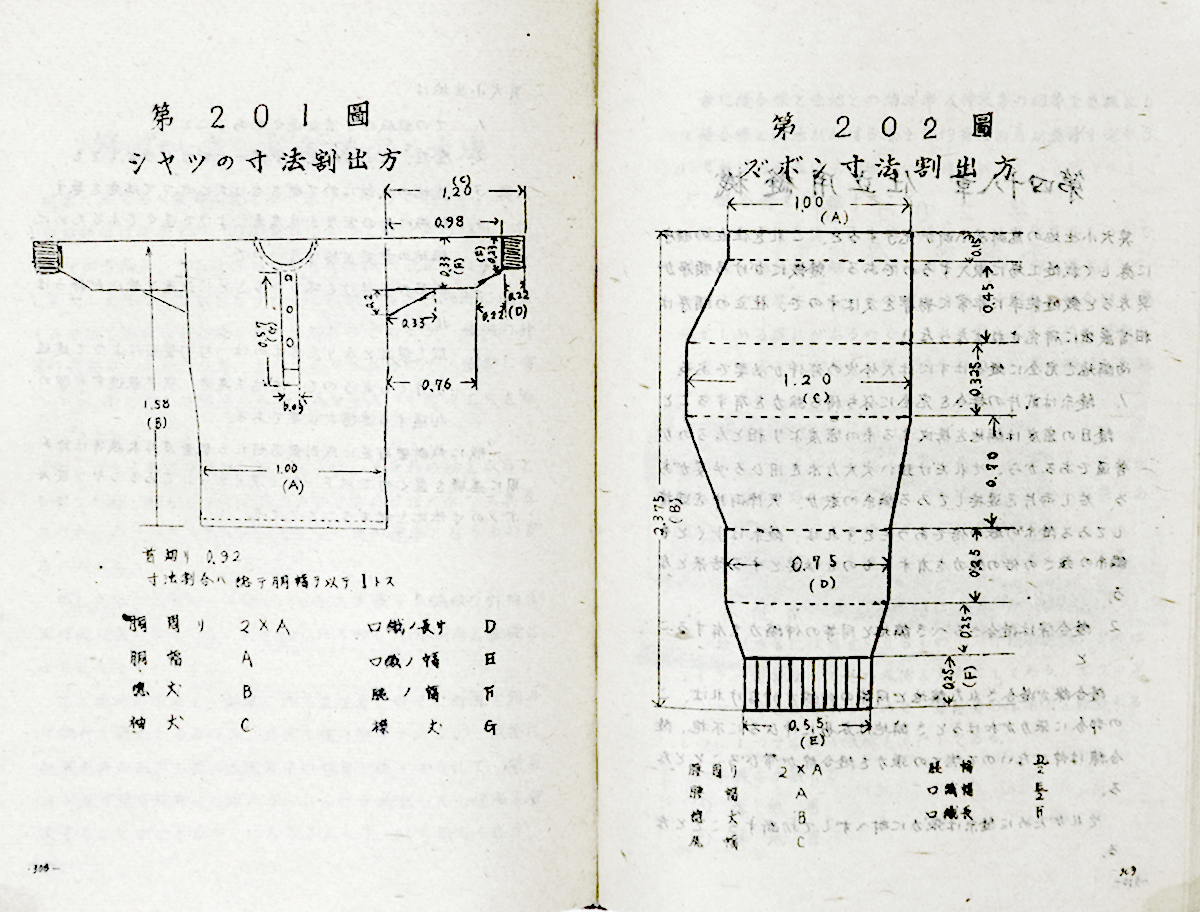
一般に、裁断製品や成形製品、特に肌着や衣類などは胴を基礎にして使用されており、これらの寸法は以下の通り記録されています。
原典 P308-P309
第201図 シャツの寸法割出し方
第202図 ズボン寸法割出し方